65 नॅनोमीटर हे झेलेनोग्राड प्लांट अँग्स्ट्रेम-टीचे पुढील लक्ष्य आहे, ज्याची किंमत 300-350 दशलक्ष युरो असेल. कंपनीने आधीच Vnesheconombank (VEB) कडे उत्पादन तंत्रज्ञानाच्या आधुनिकीकरणासाठी प्राधान्य कर्जासाठी अर्ज सादर केला आहे, Vedomosti ने या आठवड्यात प्लांटच्या संचालक मंडळाचे अध्यक्ष लिओनिड रेमन यांच्या संदर्भात अहवाल दिला. आता Angstrem-T 90nm टोपोलॉजीसह मायक्रोसर्किटसाठी उत्पादन लाइन सुरू करण्याच्या तयारीत आहे. मागील VEB कर्जावरील देयके, ज्यासाठी ते खरेदी केले होते, 2017 च्या मध्यात सुरू होईल.
बीजिंग वॉल स्ट्रीट क्रॅश
प्रमुख अमेरिकन निर्देशांकांनी नवीन वर्षाच्या पहिल्या दिवसात विक्रमी घसरण नोंदवली आहे;
पहिला रशियन ग्राहक प्रोसेसर बायकल-टी1, ज्याची किंमत $60 आहे, मोठ्या प्रमाणात उत्पादनात लॉन्च केली जात आहे
Baikal Electronics कंपनीने 2016 च्या सुरुवातीला सुमारे $60 किमतीचा रशियन Baikal-T1 प्रोसेसर औद्योगिक उत्पादनात लॉन्च करण्याचे वचन दिले आहे. सरकारने ही मागणी निर्माण केल्यास या उपकरणांना मागणी असेल, असे बाजारातील सहभागींचे म्हणणे आहे.
MTS आणि Ericsson संयुक्तपणे रशियामध्ये 5G विकसित आणि लागू करतील
मोबाईल टेलीसिस्टम्स PJSC आणि Ericsson यांनी रशियामध्ये 5G तंत्रज्ञानाच्या विकास आणि अंमलबजावणीसाठी सहकार्य करार केला आहे. पथदर्शी प्रकल्पांमध्ये, 2018 च्या विश्वचषकादरम्यान, MTS चा स्वीडिश विक्रेत्याच्या विकासाची चाचणी घेण्याचा मानस आहे. पुढील वर्षाच्या सुरूवातीस, ऑपरेटर मोबाइल संप्रेषणाच्या पाचव्या पिढीसाठी तांत्रिक आवश्यकतांच्या निर्मितीवर दूरसंचार आणि जनसंवाद मंत्रालयाशी संवाद सुरू करेल.
सेर्गेई चेमेझोव्ह: रोस्टेक आधीच जगातील दहा सर्वात मोठ्या अभियांत्रिकी कॉर्पोरेशनपैकी एक आहे
रोस्टेकचे प्रमुख, सर्गेई चेमेझोव्ह यांनी आरबीसीला दिलेल्या मुलाखतीत, महत्त्वाच्या प्रश्नांची उत्तरे दिली: प्लॅटन सिस्टम, एव्हीटीओव्हीएझच्या समस्या आणि संभावना, फार्मास्युटिकल व्यवसायातील राज्य कॉर्पोरेशनचे हित, प्रतिबंधांच्या संदर्भात आंतरराष्ट्रीय सहकार्याबद्दल बोलले. दबाव, आयात प्रतिस्थापन, पुनर्रचना, विकास धोरण आणि कठीण काळात नवीन संधी.
रोस्टेक "स्वतःला कुंपण घालत आहे" आणि सॅमसंग आणि जनरल इलेक्ट्रिकच्या गौरवांवर अतिक्रमण करत आहे
रोस्टेकच्या पर्यवेक्षी मंडळाने “२०२५ पर्यंत विकास धोरण” मंजूर केले. मुख्य उद्दिष्टे म्हणजे उच्च-तंत्र नागरी उत्पादनांचा वाटा वाढवणे आणि प्रमुख आर्थिक निर्देशकांमध्ये जनरल इलेक्ट्रिक आणि सॅमसंगशी संपर्क साधणे.
मायक्रोसर्किट पिन तयार करणे
मुद्रित सर्किट बोर्ड (सरळ करणे, मोल्डिंग आणि लीड्सचे कटिंग) वर स्थापनेसाठी मायक्रो सर्किट्स तयार करताना, लीड्स स्ट्रेचिंग, बेंडिंग आणि कॉम्प्रेशनच्या अधीन असतात. म्हणून, फॉर्मिंग ऑपरेशन्स करताना, तन्य शक्ती कमीतकमी आहे याची खात्री करणे आवश्यक आहे. मायक्रोसर्किट लीड्सच्या क्रॉस-सेक्शनवर अवलंबून, ते विशिष्ट मूल्यांपेक्षा जास्त नसावे (उदाहरणार्थ, 0.1 ते 2 मिमी 2 च्या क्रॉस-सेक्शनसाठी 0.245...19.6 एन पेक्षा जास्त नसावे).
आयताकृती क्रॉस-सेक्शनसह लीड्सची मोल्डिंग लीडच्या किमान दुप्पट जाडीच्या बेंडिंग त्रिज्यासह आणि गोल लीड्ससाठी लीडच्या किमान दुप्पट व्यासाच्या बेंडिंग त्रिज्यासह करणे आवश्यक आहे. घराच्या मुख्य भागापासून 1 मिमी अंतरावरील आउटलेट क्षेत्र वाकणे आणि टॉर्शनल विकृतीच्या अधीन नसावे. केसच्या मुख्य भागापासून 1 मिमीच्या अंतरावर मायक्रोसर्किटचे न वापरलेले पिन ट्रिम करण्याची परवानगी आहे.
मोल्डिंग आणि कटिंग ऑपरेशन्स दरम्यान, केसच्या शरीरात लीड्स एम्बेड केलेल्या ठिकाणी काचेच्या आणि सिरॅमिक्सच्या चिप्स आणि खाचांना परवानगी नाही आणि केस विकृत होण्यास परवानगी नाही.
मायक्रोसर्किट्सचे टिनिंग आणि सोल्डरिंग
मुद्रित सर्किट बोर्डांना मायक्रोक्रिकेट जोडण्याची मुख्य पद्धत म्हणजे लीड्स सोल्डरिंग करणे, जे बोर्ड कंडक्टरला मायक्रो सर्किट पिनचे बऱ्यापैकी विश्वसनीय यांत्रिक फास्टनिंग आणि इलेक्ट्रिकल कनेक्शन प्रदान करते.
उच्च-गुणवत्तेचे सोल्डर केलेले सांधे मिळविण्यासाठी, मायक्रोसर्किट बॉडीचे टर्मिनल सोल्डरिंगसाठी वापरल्या जाणाऱ्या समान ग्रेडच्या सोल्डर आणि फ्लक्सने टिन केलेले असतात. इलेक्ट्रॉनिक उपकरणांच्या सेटअप आणि ऑपरेशन दरम्यान मायक्रोसर्किट बदलताना, 250 च्या कमाल सोल्डर तापमानासह विविध सोल्डरिंग इस्त्रीसह सोल्डरिंग केले जाते.सी, जास्तीत जास्त सोल्डरिंग वेळ 2 एस पेक्षा जास्त नाही आणि केसच्या मुख्य भागापासून लीड लांबीसह सोल्डर सीमेपर्यंतचे किमान अंतर 1.3 मिमी आहे. टिनिंग ऑपरेशनची गुणवत्ता खालील वैशिष्ट्यांद्वारे निर्धारित केली पाहिजे:
टिनिंग सेक्शनची किमान लांबी त्याच्या टोकापासून लीडच्या लांबीसह किमान 0.6 मिमी असणे आवश्यक आहे आणि मायक्रोक्रिकेट पिनच्या टोकाला “आइकल्स” ची उपस्थिती अनुमत आहे;
सोल्डर लीड्सचे एकसमान कोटिंग;
पिन दरम्यान जंपर्सची अनुपस्थिती.
सोल्डरिंग आयर्न टीपचे तापमान (प्रत्येक 1...2 तासांनी) ± 5 C पेक्षा वाईट नसलेल्या त्रुटीसह राखणे आणि वेळोवेळी निरीक्षण करणे आवश्यक आहे. शिवाय, सोल्डरिंगच्या सहाय्याने मायक्रोसर्किटच्या संपर्काच्या वेळेचे नियंत्रण होते. लोखंडी टीप सुनिश्चित करणे आवश्यक आहे, तसेच लीडच्या लांबीसह शरीराच्या शरीरापासून सोल्डर सीमेपर्यंतचे अंतर नियंत्रित करणे आवश्यक आहे. सोल्डरिंग लोहाची टीप ग्राउंड केलेली असणे आवश्यक आहे (क्षणिक ग्राउंडिंग प्रतिरोध 5 ओहमपेक्षा जास्त नाही).
घरांच्या बाजूने पसरणारे सोल्डर संपर्क पॅडपर्यंत मर्यादित असावे. आउटपुटचा शेवट अनटिन केलेला असू शकतो. माउंटिंग मेटॅलाइज्ड छिद्रे बोर्डच्या जाडीच्या किमान 2/3 उंचीपर्यंत सोल्डरने भरली पाहिजेत.
सोल्डरने कनेक्शनमध्ये समाविष्ट केलेल्या पिनची रूपरेषा दर्शविली पाहिजे. सोल्डरिंग करताना, वितळलेल्या सोल्डरला लीड इन्सुलेटरला स्पर्श करू देऊ नका किंवा सोल्डरला घराच्या तळाखाली वाहू देऊ नका.
वैयक्तिक टर्मिनल्सच्या सोल्डरिंग दोषांचे एक-वेळ दुरुस्त करण्याची परवानगी आहे. पिन टर्मिनल्ससह मायक्रोसर्किटच्या सोल्डरिंगमधील दोष दुरुस्त करताना, बोर्डवर ज्या बाजूने गृहनिर्माण स्थापित केले आहे त्या बाजूने दोषपूर्ण कनेक्शन दुरुस्त करण्याची परवानगी नाही.
सोल्डरिंग केल्यानंतर, सॉल्डरचे सांधे फ्लक्सच्या अवशेषांपासून साफ करणे आवश्यक आहे, ज्याची शिफारस मायक्रोसर्किट्सच्या वैशिष्ट्यांमध्ये केली जाते.
बोर्डवर मायक्रोसर्किट स्थापित करणे.
बोर्डवर मायक्रोसर्किट स्थापित करणे आणि बांधणे हे इलेक्ट्रॉनिक उपकरणाच्या ऑपरेटिंग परिस्थितीत त्यांचे सामान्य ऑपरेशन सुनिश्चित करणे आवश्यक आहे.
दोन-किंवा मल्टीलेयर मुद्रित सर्किट बोर्डवर मायक्रोसर्किट स्थापित केले जातात, अनेक आवश्यकता लक्षात घेऊन, त्यापैकी मुख्य आहेत:
आवश्यक लेआउट घनता प्राप्त करणे;
मायक्रो सर्किटचे विश्वसनीय यांत्रिक फास्टनिंग आणि बोर्डच्या कंडक्टरसह त्याच्या टर्मिनल्सचे इलेक्ट्रिकल कनेक्शन;
युनिटचे उत्पादन आणि कॉन्फिगरेशन दरम्यान मायक्रोक्रिकेट पुनर्स्थित करण्याची क्षमता;
हवेच्या संवहनामुळे किंवा उष्णता पसरवणारे टायर वापरल्यामुळे प्रभावी उष्णता काढून टाकणे;
ओलावा-प्रूफ वार्निश लेप नसलेल्या भागात न घेता कोटिंगची शक्यता.
2.5 मि.मी.च्या मल्टिपल असलेल्या पिनमधील अंतर असलेले मायक्रोसर्किट बोर्डवर ठेवले पाहिजेत जेणेकरून त्यांच्या पिन बोर्डच्या ग्रिड नोड्सशी एकरूप होतील.
डायनॅमिक ओव्हरलोड्स लक्षात घेऊन, दिलेल्या ऑपरेटिंग परिस्थितीत मायक्रो सर्किटच्या सर्व पिन आणि बोर्ड यांच्यातील कनेक्शनची ताकद मायक्रोक्रिकेटच्या वजनाच्या तिप्पटपेक्षा कमी असल्यास, अतिरिक्त यांत्रिक फास्टनिंग वापरली जाते.
आवश्यक असल्यास, स्थापित मायक्रोसर्किट्ससह बोर्ड हवामानाच्या प्रभावापासून संरक्षित करणे आवश्यक आहे. ट्रान्सफॉर्मर, चोक आणि कायम चुंबकांच्या चुंबकीय क्षेत्रामध्ये मायक्रोसर्किट ठेवू नयेत.
प्रत्येक इन्स्टॉलेशन साइटवर घटक लीड्स तयार करणे ही एक अविभाज्य तांत्रिक प्रक्रिया आहे. 50% पेक्षा जास्त लीड घटक (DIP घटक) मॅन्युअल असेंब्लीपूर्वी आणि 80% पेक्षा जास्त निवडक सोल्डरिंग प्रक्रियेपूर्वी तयार होतात. या ऑपरेशनची आवश्यकता अनेक कारणे आहेत:
- अक्षीय घटकांची क्षैतिज स्थापना (प्रतिरोधक, डायोड इ.). "U" मोल्डिंग आवश्यक आहे.
- अक्षीय घटकांची अनुलंब स्थापना. लीड्सचे फाउंटन मोल्डिंग आवश्यक आहे.
- रेडियल (कॅपॅसिटर, एलईडी इ.) घटकांची विशिष्ट उंचीवर स्थापना. ZIG लॉक वापरून लीड्स तयार करणे आवश्यक आहे.
- रेडियल घटकांची क्षैतिज स्थापना. लीड्सचे 90 डिग्री मोल्डिंग आवश्यक आहे.
- निवडक सोल्डरिंग प्लांटमध्ये घटकांची स्थापना. लीड्सचे 90 डिग्री मोल्डिंग आणि ZIG लॉक आवश्यक आहे.
अक्षीय घटकांच्या लीड्स तयार करणे
अक्षीय घटकांच्या लीड्स तयार करण्याच्या प्रक्रियेचे ऑटोमेशन सर्वात सोपे आहे. हे लीड्सच्या स्थानाच्या सममितीय भूमितीमुळे आहे - त्यांना मोल्डिंग इन्स्टॉलेशनमध्ये फीड करणे सोपे आहे (जर घटक टेपचे बनलेले असतील, तर जेव्हा टेप ओढला जातो तेव्हा लीड्स विकृत होत नाहीत). या कारणास्तव बाजार ऑफर करतो मोठ्या संख्येनेया प्रकारच्या रेडिओ एलिमेंट्ससाठी स्थापना.
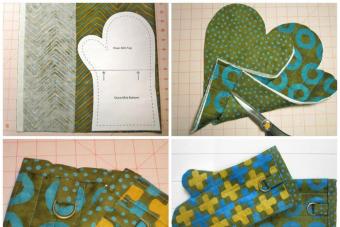
अक्षीय लीड मोल्डिंगचे दोन मूलभूत प्रकार आहेत: "U" प्रकार मोल्डिंग आणि "f" (फाउंटन) प्रकार मोल्डिंग. ZIG लॉक जोडणे देखील शक्य आहे, जे घटक मुद्रित सर्किट बोर्डच्या भोकमध्ये घट्टपणे स्थापित करण्यास अनुमती देईल. लीड्स तयार करणे आणि ZIG लॉक तयार करणे या ऑपरेशन्स एका इंस्टॉलेशनमध्ये एकत्र केल्या जाऊ शकतात किंवा दोन ऑपरेशन्समध्ये विभागल्या जाऊ शकतात. खालील प्रतिमा उपकरण निवडीचे एक उदाहरण दाखवते.
रेडिओ घटकांचे शिसे तयार करणे आणि कापणे
रेडिओ एलिमेंट्सच्या लीड्स तयार करण्यासाठी उपकरणे. इलेक्ट्रॉनिक उपकरणे युनिट्स स्थापित करताना, सर्वात मोठ्या प्रमाणावर वापरले जाते विविध प्रकारआरोहित रेडिओ एलिमेंट्स (ट्रान्झिस्टर, रेझिस्टर, डायोड इ.). उत्पादनाच्या स्वरूपावर अवलंबून, मुद्रित सर्किट बोर्डवर माउंट केलेल्या रेडिओ सर्किट घटकांची स्थापना व्यक्तिचलितपणे किंवा यांत्रिकरित्या केली जाते. मुद्रित कंडक्टरच्या रिंगच्या टोकांमधील अंतरांनुसार त्यांच्या लीडचे प्राथमिक वाकल्यानंतर मुद्रित सर्किट बोर्डवर माउंट केलेले रेडिओ घटक स्थापित केले जातात. सिंगल आणि स्मॉल स्केल उत्पादनामध्ये, रेडिओ घटकांच्या लीड्सचे वाकणे बहुतेक प्रकरणांमध्ये टेम्पलेटनुसार किंवा स्थानिकरित्या इंस्टॉलेशन टूल वापरून केले जाते. पिन बेंडिंग कॉन्फिगरेशनवर अवलंबून बोर्डवरील भागांची व्यवस्था बदलू शकते.
लीड बेंडिंगचा सर्वात सोपा आणि सामान्यतः वापरला जाणारा प्रकार U-shaped आहे. हे फॉर्मिंग इनोव्हेटर V.D. च्या टेबलटॉप यंत्राचा वापर करून करता येते.
डिव्हाइसमध्ये खालील मुख्य घटक आणि भाग असतात: शरीर, समायोजित स्क्रू, मॅट्रिक्स, बेंडिंग यंत्रणा आणि लीव्हर. ऍडजस्टिंग स्क्रू हे सुनिश्चित करते की डिव्हाइस समायोजित केले आहे विविध आकाररेडिओ घटकाचे खांदे.
रेडिओ एलिमेंट लीड्सचे मोल्डिंग खालीलप्रमाणे केले जाते: लीव्हरवर लागू केलेले बल बेंडिंग मेकॅनिझममध्ये प्रसारित केले जाते, जे यामधून, स्प्रिंग-लोडेड इन्सर्टद्वारे, स्थित रेडिओ एलिमेंट लीड्स स्थिर करण्यासाठी डिझाइन केलेल्या क्लॅम्प लीव्हर्सवर कार्य करते. डिव्हाइस मॅट्रिक्सच्या इंस्टॉलेशन ग्रूव्हमध्ये. असे कनेक्शन आवश्यक आहे जेणेकरुन इंस्टॉलेशन ग्रूव्हमध्ये लीड्स दाबल्यानंतर, बेंडिंग यंत्रणा (पंच) सतत हलत राहते आणि लीड्सचे कॉन्फिगरेशन तयार करते. डिव्हाइस लीड मोल्डिंगची गुणवत्ता सुधारणे आणि रेडिओ घटकांच्या प्रत्येक मानक आकारासाठी उपकरणे तयार करण्याची आवश्यकता दूर करणे शक्य करते.
इनोव्हेटर्स ए.एम. मिशिन आणि एन.के. रोगोव्ह यांनी अक्षीय लीड्स (प्रतिरोधक, कॅपेसिटर, डायोड) मोल्डिंगसाठी एक स्वयंचलित मशीन विकसित केली. रेडिओ घटकांच्या टर्मिनल्सचे मोल्डिंग यू-आकाराच्या सरळ स्वरूपात आणि बेंडसह यू-आकाराच्या स्वरूपात केले जाते.
मोल्डिंग करताना, मशीन 220V नेटवर्कशी जोडलेले असते, त्यानंतर कॅचर्स एका विशिष्ट अंतरावर स्थापित केले जातात आणि अक्षीय लीडसह रेडिओ घटक मार्गदर्शक कॅचरमध्ये घातले जातात.
मशीनला कार्यरत स्थितीत आणण्यासाठी, ते चालू केले जाते आणि रेडिओ घटक कॅचर्सच्या बेव्हलसह फिरतात. बिछानाची यंत्रणा वापरून, घटकांना प्लेटपासून मॅट्रिक्स आणि फॉर्मिंग पंचपर्यंत दिले जाते. पंच, हलणारे, रेडिओ घटकाचे टर्मिनल बनवतात. लीड्स शेवटी तयार होताच, पंच मॅट्रिक्स अनलॉक करतो, रेडिओ घटकाच्या हालचालीचा मार्ग मोकळा करतो आणि रेडिओ घटक रिसीव्हिंग डिव्हाइसमध्ये येतो. नंतर पुढील घटक घातला जातो आणि मोल्डिंग प्रक्रिया पुनरावृत्ती होते.
स्वयंचलित मशीनचा परिचय आपल्याला श्रम उत्पादकता अनेक वेळा वाढविण्यास अनुमती देतो.
इनोव्हेटर्स ई.एस. इव्हानोव्ह आणि एम.ए. लुत्स्की यांचे मशीन इंस्टॉलेशनसाठी BC आणि ULM प्रकारच्या रेझिस्टन्सचे रेडियल आणि टेप लीड्स तयार करण्यासाठी डिझाइन केलेले आहे. स्थापनेची तयारी करण्याच्या प्रक्रियेमध्ये खालील ऑपरेशन्स असतात: सरळ करणे आणि प्राथमिक ट्रिमिंग, पेंट फायरिंग, पेंट काढणे, फ्लक्सिंग, देखभाल आणि रिगला आकार देणे आणि आकारात ट्रिम करणे.

तांदूळ. 1. रेडिओ एलिमेंट्सच्या लीड्स तयार करण्यासाठी डिव्हाइस.
मशीनमध्ये बेस, ड्राईव्ह, मेकॅनिझमसह कॅमशाफ्ट, लोडिंग मेकॅनिझम, कॅसेट असलेली कॅरेज, फीडिंग मेकॅनिझम, सरळ करणे आणि प्री-कटिंग, फायरिंग आणि पेंट रिमूव्हल युनिट्स असतात.

तांदूळ. 2. रेडिओ घटकांचे लीड तयार करण्यासाठी स्वयंचलित मशीन.
फ्लक्सिंग आणि टिनिंग, क्रिझिंग आणि आकारात कटिंग. 200 घटकांच्या क्षमतेसह कॅसेट वापरून मशीन लोड केले जाते. कार्डबोर्ड कंटेनरमध्ये पुरवलेल्या घटकांसाठी आणि समांतर पंक्तींमध्ये व्यवस्था केलेल्या घटकांसाठी, एक विशेष कॅसेट आहे ज्यामध्ये कंटेनर स्थापित केला आहे. मोठ्या प्रमाणात येणाऱ्या घटकांसाठी, कंटेनरचे अनुकरण करणारी एक कॅसेट आहे. कॅसेटमधील घटकांची निवड व्यक्तिचलितपणे केली जाते.
तयार केलेली कॅसेट गाडीच्या विशेष खोबणीत ती थांबेपर्यंत स्थापित केली जाते. या प्रकरणात, कॅरेज त्याच्या मूळ स्थितीत असणे आवश्यक आहे. मशीन चालू केल्यानंतर, लोडिंग मेकॅनिझमचे ग्रिपर कॅरेजजवळ येतात, कॅसेटमधील घटकांची एक पंक्ती पकडतात, त्यांना बाहेर काढतात आणि त्यांना प्रक्रियेच्या प्रवाहात फीड करतात, जो दोन मार्गदर्शक प्लेट्सने बनलेला स्लॉट आहे. अनेक घटक उचलल्यानंतर, कॅरेज एका चरणात सरकते, घटकांची पुढील पंक्ती पिकिंग स्थितीत आणते.
लोडिंग यंत्रणेचे संपूर्ण चक्र मुख्य कॅमशाफ्टच्या आठ आवर्तनांमध्ये चालते. फीड मेकॅनिझमचा कंघी, फेड पंक्तीचा पहिला घटक सोडल्यानंतर, उर्वरित घटकांना 12 मिमीच्या पायरीने हलवते, पुढील घटकांना फीड करते. चूल यंत्रणा घटकांना 80 मिमी वाढीमध्ये स्थानांतरीत करते. कार्यरत स्थितीत, घटकांना कार्यरत घटकांच्या प्रभावाखाली बाहेर जाण्यापासून रोखण्यासाठी सपाट स्प्रिंग्सद्वारे मार्गदर्शकांवर दाबले जाते. घटकांना प्रति चरण दिले गेल्यानंतर, आउटपुटवर प्रक्रिया करणाऱ्या सर्व कार्यरत यंत्रणा वरच्या स्थानावर जातात, ज्यामध्ये ते प्रत्येक कार्यरत स्थितीत संबंधित तांत्रिक ऑपरेशन्स करतात.
शेवटचा घटक लोडिंग झोनमधून बाहेर पडल्यानंतर, लोडिंग यंत्रणा पुढील घटकाला तांत्रिक रोटरमध्ये फीड करते. अनेक घटक. प्रवाहाच्या बाजूने घटकांचा पुरवठा कॅसेटमधील घटकांच्या समाप्तीपर्यंत अखंडपणे होतो. कॅसेटमधील घटक पूर्ण झाल्यानंतर, मशीनचे स्वयंचलित थांबणे दोन प्रकारे पूर्ण केले जाऊ शकते. समान संप्रदायाचे घटक तयार करण्याच्या बाबतीत, कॅसेटमधून शेवटची पंक्ती घेऊन प्रक्रिया प्रवाहात फीड केल्यानंतर एक थांबा केला जाऊ शकतो. या प्रकरणात, कॅसेट बदलल्यानंतर आणि मशीन सुरू केल्यानंतर घटकांचा अखंड पुरवठा केला जातो. मशीनची कार्यक्षमता जास्तीत जास्त आहे. भिन्न रेटिंगचे घटक तयार करण्याच्या बाबतीत, शेवटच्या घटकाने प्राप्त कंटेनरमध्ये प्रक्रिया प्रवाह सोडल्यानंतर स्टॉप होतो. वेगवेगळ्या संप्रदायांचे चुकीचे संरेखन रोखण्यासाठी हे आवश्यक आहे. मशीन थांबल्यानंतर, कॅरेज पुन्हा लोड केले जाते. रिचार्जिंग आणि सुरू होण्याची वेळ काही सेकंद आहे.

तांदूळ. 3. मायक्रोमॉड्यूल लीड्स कापण्यासाठी डिव्हाइस.
मशीनच्या परिचयाने श्रम उत्पादकता 2.5 पट वाढते.
मायक्रोमॉड्यूल लीड्स कापण्यासाठी एक उपकरण. इनोव्हेटर्स R. M. Osipov, V. V. Vasiliev आणि V. V. Chistok यांनी मायक्रोमॉड्यूल लीड्स कापण्यासाठी एक उपकरण विकसित केले (चित्र 3). यात मायक्रोमॉड्यूल लीड्ससाठी छिद्रे असलेला बेस, कामाच्या ठिकाणी उपकरण बांधण्यासाठी स्क्रू असलेला कंस, कार्बन टूल स्टीलचा बनलेला चाकू, मार्गदर्शक ब्रॅकेट, चाकू स्टॉप, चाकू परत करण्यासाठी एक स्प्रिंग असते. त्याची मूळ स्थिती आणि निष्कर्ष काढण्यासाठी प्राप्त करणारे साधन. हे उपकरण तुम्हाला दिलेल्या लांबीपर्यंत एकाच वेळी मायक्रोमॉड्यूल्सचे लीड कापण्याची परवानगी देते, तर श्रम उत्पादकता मॅन्युअल पद्धतीच्या तुलनेत 2 पटीने वाढते.
TOवर्ग:- विद्युत प्रतिष्ठापन कार्यासाठी साधने
मायक्रोसर्किट विविध बाह्य घटकांच्या संपर्कात आहेत: यांत्रिक, तापमान, रासायनिक आणि विद्युत. असेंबलिंग, मोल्डिंग आणि कटिंग लीड्स, स्थापित करणे आणि बोर्डवर चिकटविणे या ऑपरेशन्स दरम्यान मायक्रोक्रिकिटवर यांत्रिक प्रभाव लागू केला जातो. तपमानाचे परिणाम टिनिंग, सोल्डरिंग आणि डिसमंटलिंग ऑपरेशन्सशी संबंधित आहेत. फ्लक्सिंग, फ्लक्सच्या अवशेषांपासून बोर्ड साफ करणे, ओलावा संरक्षण आणि विघटन करताना रासायनिक प्रभाव होतो. जेव्हा स्थिर शुल्क कमी करण्यासाठी आणि काढून टाकण्यासाठी विशेष उपाययोजना करणे आवश्यक असते तेव्हा विद्युतीय प्रभाव इलेक्ट्रॉनिक उपकरणे सेट करणे आणि चाचणी करणे, तसेच स्थिर वीज शुल्क दिसण्याशी संबंधित असतात.
"संदर्भ माहिती" विभाग दोन ऑपरेटिंग मोडसाठी मायक्रो सर्किट पॅरामीटर्सची मूल्ये प्रदान करतो.
जास्तीत जास्त परवानगीयोग्य इलेक्ट्रिकल मोड्स हे ऍप्लिकेशन मोड आहेत ज्यामध्ये मायक्रोक्रिकिट निर्माता तांत्रिक वैशिष्ट्यांमध्ये स्थापित केलेल्या ऑपरेटिंग वेळेत त्याचे ऑपरेशन सुनिश्चित करतो.
लिमिट इलेक्ट्रिकल मोड्स हे ऍप्लिकेशन मोड्स आहेत ज्यामध्ये मायक्रोसर्किट्सचे पॅरामीटर्स नियमन केले जात नाहीत आणि प्रभाव काढून टाकल्यानंतर आणि जास्तीत जास्त परवानगी असलेल्या इलेक्ट्रिकल मोडवर स्विच केल्यानंतर, इलेक्ट्रिकल पॅरामीटर्स सर्वसामान्य प्रमाणाशी संबंधित असतात. या मोड्सच्या बाहेर, चिप खराब होऊ शकते.
चुकीच्या ऑपरेशन आणि ऍप्लिकेशन मोड्समुळे मायक्रोसर्किटमध्ये दोष दिसू शकतात, जे केसच्या सीलच्या उल्लंघनात प्रकट होतात, केसांच्या कोटिंग सामग्रीचे कोटिंग आणि त्यांच्या खुणा, क्रिस्टल आणि लीड्सचे जास्त गरम होणे, अंतर्गत कनेक्शनमध्ये व्यत्यय, ज्यामुळे मायक्रोसर्किट हळूहळू आणि संपूर्ण अपयशी होऊ शकतात.
मोल्डिंगमायक्रो सर्किट पिन
मुद्रित सर्किट बोर्ड (सरळ करणे, मोल्डिंग आणि लीड्सचे कटिंग) वर स्थापनेसाठी मायक्रो सर्किट्स तयार करताना, लीड्स स्ट्रेचिंग, बेंडिंग आणि कॉम्प्रेशनच्या अधीन असतात. म्हणून, फॉर्मिंग ऑपरेशन्स करताना, तन्य शक्ती कमीतकमी आहे याची खात्री करणे आवश्यक आहे. मायक्रोसर्किट लीड्सच्या क्रॉस-सेक्शनवर अवलंबून, ते विशिष्ट मूल्यांपेक्षा जास्त नसावे (उदाहरणार्थ, 0.1 ते 2 मिमी 2 पर्यंतच्या लीड क्रॉस-सेक्शनसाठी - 0.245 ... 19.6 एन पेक्षा जास्त नाही).
आयताकृती क्रॉस-सेक्शनसह लीड्स तयार करणे हे लीडच्या किमान दुप्पट जाडीच्या बेंडिंग त्रिज्यासह आणि गोल लीड्ससाठी लीडच्या व्यासाच्या किमान दुप्पट वाकणे त्रिज्या (विशिष्ट मूल्य दर्शविल्याशिवाय) केले पाहिजे. वैशिष्ट्यांमध्ये). घराच्या मुख्य भागापासून 1 मिमी अंतरावरील आउटलेट क्षेत्र वाकणे आणि टॉर्शनल विकृतीच्या अधीन नसावे. केसच्या मुख्य भागापासून 1 मिमीच्या अंतरावर मायक्रोक्रिकेटचे न वापरलेले पिन ट्रिम करण्याची परवानगी आहे.
मोल्डिंग आणि कटिंग ऑपरेशन्स दरम्यान, केसच्या शरीरात लीड्स एम्बेड केलेल्या ठिकाणी काचेच्या आणि सिरॅमिक्सच्या चिप्स आणि खाचांना परवानगी नाही आणि केस विकृत होण्यास परवानगी नाही. हौशी रेडिओ प्रॅक्टिसमध्ये, खालील सावधगिरींचे निरीक्षण करून, चिमटा वापरून लीड्स हाताने बनवता येतात,
मायक्रो सर्किट हाउसिंगच्या घट्टपणाचे उल्लंघन आणि त्याचे विकृती प्रतिबंधित करणे.
मायक्रोसर्किट्सचे टिनिंग आणि सोल्डरिंग
मुद्रित सर्किट बोर्डांना मायक्रोक्रिकेट जोडण्याची मुख्य पद्धत म्हणजे लीड्स सोल्डरिंग करणे, जे बोर्ड कंडक्टरला मायक्रो सर्किट पिनचे बऱ्यापैकी विश्वसनीय यांत्रिक फास्टनिंग आणि इलेक्ट्रिकल कनेक्शन प्रदान करते.
उच्च-गुणवत्तेचे सोल्डर सांधे मिळविण्यासाठी, मायक्रो सर्किट बॉडीचे टर्मिनल सोल्डरिंगसाठी वापरल्या जाणाऱ्या समान ग्रेडच्या सोल्डर आणि फ्लक्सने टिन केलेले असतात. इलेक्ट्रॉनिक उपकरणांच्या सेटअप आणि ऑपरेशन दरम्यान मायक्रोसर्किट बदलताना, सोल्डरिंग विविध सोल्डरिंग इस्त्रीसह 250 डिग्री सेल्सिअस कमाल सोल्डर तापमानासह केले जाते, जास्तीत जास्त सोल्डरिंग वेळ 2 s पेक्षा जास्त नाही आणि केसच्या मुख्य भागापासून किमान अंतर. 1.3 मिमी लीड लांबीसह सोल्डर सीमा.
टिनिंग ऑपरेशनची गुणवत्ता खालील वैशिष्ट्यांद्वारे निर्धारित केली पाहिजे:
टिनिंग विभागाची किमान लांबी त्याच्या टोकापासून लीडच्या लांबीसह किमान 0.6 मिमी असणे आवश्यक आहे आणि मायक्रोक्रिकिट पिनच्या टोकाला “आइकल्स” ची उपस्थिती अनुमत आहे;
लीड सोल्डरचे एकसमान कोटिंग;
पिन दरम्यान जंपर्सची अनुपस्थिती.
टिनिंग करताना, घराच्या सीलबंद शिशांना सोल्डरने स्पर्श करू नका. वितळलेले सोल्डर घराच्या काचेच्या किंवा सिरॅमिक भागांच्या संपर्कात येऊ नये.
सोल्डरिंग लोखंडी टोकाचे तापमान (प्रत्येक 1...2 तासांनी) ± 5° C पेक्षा वाईट नसलेल्या त्रुटीसह राखणे आणि वेळोवेळी निरीक्षण करणे आवश्यक आहे. याशिवाय, मायक्रो सर्किट पिनच्या संपर्काच्या वेळेचे नियंत्रण सोल्डरिंग लोहाची टीप सुनिश्चित करणे आवश्यक आहे, तसेच घराच्या मुख्य भागापासून सीमेपर्यंतच्या लीड्सच्या लांबीसह सोल्डरपर्यंतचे अंतर नियंत्रित करणे आवश्यक आहे. सोल्डरिंग लोहाची टीप ग्राउंड केलेली असणे आवश्यक आहे (क्षणिक ग्राउंडिंग प्रतिरोध 5 ओहमपेक्षा जास्त नाही).
प्लॅनर टर्मिनल्ससह मायक्रोसर्किटसाठी सोल्डरिंग लोह टिपचे कमाल तापमान 265 डिग्री सेल्सियस आहे, पिन टर्मिनल्स 280 डिग्री सेल्सियस आहेत;
प्रत्येक पिनला सोल्डरिंग लोहाच्या टोकाला स्पर्श करण्यासाठी जास्तीत जास्त वेळ 3 s आहे;
सोल्डरिंग समीप पिन दरम्यान किमान वेळ 3 s आहे;
घराच्या मुख्य भागापासून लीड लांबीसह सोल्डर सीमेपर्यंतचे किमान अंतर 1 मिमी आहे;
समान पिन वारंवार सोल्डरिंग दरम्यान किमान वेळ 5 मिनिटे आहे.
प्लानर लीड्ससह मायक्रोक्रिकिट पॅकेजेस सोल्डरिंग करताना, खालील गोष्टींना परवानगी आहे: सोल्डरिंगचा एक फिलर फॉर्म, ज्यामध्ये बोर्डवरील कनेक्शनच्या सोल्डर बाजूला सोल्डरच्या खाली वैयक्तिक लीड्सचे रूपरेषा पूर्णपणे लपलेले असतात; सोल्डरिंग परिमितीसह सोल्डरसह संपर्क पॅडच्या पृष्ठभागाचे अपूर्ण कव्हरेज, परंतु एकूण क्षेत्राच्या 15% पेक्षा जास्त नसलेल्या दोनपेक्षा जास्त ठिकाणी; सोल्डरिंग लोह फाटलेल्या ठिकाणी शंकूच्या आकाराचे आणि गोलाकार आकाराचे सोल्डर प्रवाह, कॉन्टॅक्ट पॅडमध्ये शिसेचे थोडेसे विस्थापन, सोल्डरचा प्रसार (फक्त स्थापनेसाठी योग्य असलेल्या लीडच्या लांबीमध्ये).
घरांच्या बाजूने पसरणारे सोल्डर कॉन्टॅक्ट पॅडपर्यंत मर्यादित असावे. आउटपुटचा शेवट अनटिन केलेला असू शकतो. माउंटिंग मेटॅलाइज्ड छिद्रे बोर्डच्या जाडीच्या किमान 2/3 उंचीपर्यंत सोल्डरने भरली पाहिजेत.
मायक्रोसर्किटच्या टर्मिनल्सवर सोल्डरचा प्रसार केल्याने केसपासून सोल्डरिंग साइटपर्यंतचे किमान अंतर कमी होऊ नये, म्हणजे, स्थापनेसाठी योग्य असलेल्या आणि तांत्रिक दस्तऐवजात निर्दिष्ट केलेल्या क्षेत्रामध्ये असावे. टर्मिनलच्या शेवटी कोणत्याही सोल्डरला परवानगी नाही.
सोल्डरने कनेक्शनमध्ये समाविष्ट केलेल्या पिनची रूपरेषा दर्शविली पाहिजे. सोल्डरिंग करताना, वितळलेल्या सोल्डरला लीड इन्सुलेटरला स्पर्श करू देऊ नका किंवा सोल्डरला घराच्या तळाखाली वाहू देऊ नका. सोल्डरिंग लोहाची टीप मायक्रो सर्किट बॉडीला स्पर्श करू नये.
वैयक्तिक टर्मिनल्सच्या सोल्डरिंग दोषांचे एक-वेळ दुरुस्त करण्याची परवानगी आहे. सोल्डरिंग चिप्समधील दोष सुधारताना
पिन टर्मिनल्ससह, बोर्डवर गृहनिर्माण स्थापित करण्याच्या बाजूने सदोष कनेक्शन दुरुस्त करण्याची परवानगी नाही.
सोल्डरिंग केल्यानंतर, सोल्डर केलेले सांधे फ्लक्सच्या अवशेषांपासून साफ करणे आवश्यक आहे, ज्याची शिफारस मायक्रोसर्किट्सच्या वैशिष्ट्यांमध्ये केली जाते.
स्थापनाआणिबोर्डवर मायक्रो सर्किट्स बांधणे
बोर्डवर मायक्रोसर्किटची स्थापना आणि फास्टनिंग इलेक्ट्रॉनिक उपकरणांच्या ऑपरेटिंग परिस्थितीत त्यांचे सामान्य ऑपरेशन सुनिश्चित करणे आवश्यक आहे.
दोन-किंवा मल्टीलेयर मुद्रित सर्किट बोर्डवर मायक्रोसर्किट स्थापित केले जातात, अनेक आवश्यकता लक्षात घेऊन, त्यापैकी मुख्य आहेत:
आवश्यक लेआउट घनता प्राप्त करणे; मायक्रो सर्किटचे विश्वसनीय यांत्रिक फास्टनिंग आणि बोर्डच्या कंडक्टरसह त्याच्या टर्मिनल्सचे इलेक्ट्रिकल कनेक्शन;
युनिटचे उत्पादन आणि कॉन्फिगरेशन दरम्यान मायक्रोक्रिकेट पुनर्स्थित करण्याची क्षमता;
एअर कन्व्हेन्शनमुळे किंवा उष्णता पसरवणारे टायर वापरल्यामुळे प्रभावी उष्णता काढून टाकणे;
मायक्रोसर्किट केसेसचे विकृत रूप दूर करणे, कारण मिलिमीटरच्या काही दशांश भागाच्या बोर्डच्या विक्षेपणामुळे केसच्या सीलिंग सीम क्रॅक होऊ शकतात किंवा तळाशी विकृत होणे आणि त्यातून सब्सट्रेट किंवा क्रिस्टल फाटणे होऊ शकते;
ओलावा-प्रूफ वार्निश लेप नसलेल्या भागात न घेता कोटिंगची शक्यता.
बोर्डांवर मायक्रोक्रिकेटची स्थापना चरण 2.5 च्या गुणाकार असणे आवश्यक आहे; 1.25 किंवा 0.5 मिमी (केस प्रकारावर अवलंबून). 2.5 मि.मी.च्या मल्टिपल असलेल्या पिनमधील अंतर असलेले मायक्रोसर्किट बोर्डवर ठेवले पाहिजेत जेणेकरून त्यांच्या पिन बोर्डच्या ग्रिड नोड्सशी एकरूप होतील.
डायनॅमिक ओव्हरलोड्स लक्षात घेऊन, दिलेल्या ऑपरेटिंग परिस्थितीत बोर्डसह मायक्रोसर्किटच्या सर्व पिनच्या कनेक्शनची ताकद मायक्रोक्रिकेटच्या वजनाच्या तिप्पटपेक्षा कमी असल्यास, अतिरिक्त यांत्रिक फास्टनिंग वापरली जाते.
आवश्यक असल्यास, स्थापित मायक्रोसर्किट्ससह बोर्ड हवामानाच्या प्रभावापासून संरक्षित करणे आवश्यक आहे. ट्रान्सफॉर्मर, चोक आणि कायम चुंबकांच्या चुंबकीय क्षेत्रामध्ये मायक्रो सर्किट्स ठेवू नयेत.
पिन पिनसह मायक्रोक्रिकेट्स बोर्डच्या फक्त एका बाजूला स्थापित केले जातात, पूर्ण पिनसह - एकतर एका बाजूला किंवा बोर्डच्या दोन्ही बाजूला.
चिप्सला दिशा देण्यासाठी, बोर्डमध्ये "की" असणे आवश्यक आहे जे चिपच्या पहिल्या पिनची स्थिती निर्धारित करतात.
प्रकार 1 मधील मायक्रोसर्किट बोर्डवर मेटलायझ्ड होलमध्ये स्थापित केले पाहिजेत आणि माउंटिंग प्लेन आणि केसच्या बेसच्या प्लेनमध्ये 1 +0.5 मिमीच्या अंतरासह अतिरिक्त फास्टनिंग न करता.
यांत्रिक फास्टनिंग सुधारण्यासाठी, 1.0x1.5 मिमीच्या जाडीसह इन्सुलेटिंग पॅडवर टाइप 1 पॅकेजमध्ये मायक्रोसर्किट्स स्थापित करण्याची परवानगी आहे. गॅस्केट बोर्डला किंवा केसच्या बेसच्या संपूर्ण प्लेनला गोंद किंवा लिफाफा वार्निशसह जोडलेले आहे. गॅसकेट हाऊसिंगच्या संपूर्ण क्षेत्राखाली किंवा बेस एरियाच्या किमान 2/3 क्षेत्रामध्ये टर्मिनल्सच्या दरम्यान ठेवला पाहिजे; त्याच वेळी, त्याच्या डिझाइनने टर्मिनल्सच्या पसरलेल्या इन्सुलेटरला स्पर्श करण्याची शक्यता वगळली पाहिजे.
टाईप 2 पॅकेजमधील मायक्रोसर्किट्स बोर्ड आणि केसच्या बेसमधील अंतर असलेल्या मेटालाइझ्ड छिद्रांसह बोर्डवर स्थापित केले जावे, जे पिनच्या डिझाइनद्वारे प्रदान केले जाते.
तयार केलेल्या (कठोर) लीड्ससह टाइप 3 पॅकेजमधील मायक्रोक्रिकेट्स माउंटिंग प्लेन आणि केसच्या बेसच्या प्लेनमध्ये 1 +0.5 मिमी अंतर असलेल्या मेटालाइज्ड छिद्रांसह बोर्डवर स्थापित केले जातात. 3 +0.5 मिमीच्या अंतराने बोर्डवर मोल्डेड (सॉफ्ट) लीड्ससह मायक्रोक्रिकेट स्थापित केले जातात. जर उपकरणे ऑपरेशन दरम्यान वाढलेल्या यांत्रिक तणावाच्या अधीन असतील, तर मायक्रोसर्किट स्थापित करताना, इलेक्ट्रिकल इन्सुलेट सामग्रीपासून बनविलेले कठोर गॅस्केट वापरावे. गॅस्केटला बोर्ड आणि केसच्या पायाला चिकटवले जाणे आवश्यक आहे आणि त्याच्या डिझाइनने मायक्रोक्रिकिटच्या सीलबंद लीड्सची अखंडता सुनिश्चित करणे आवश्यक आहे (केसच्या मुख्य भागामध्ये लीड्स एम्बेड केलेले ठिकाण).
स्वतंत्र इंटरमीडिएट वॉशर वापरून स्विचिंग बोर्डवर 1 - 3 प्रकारांच्या प्रकरणांमध्ये मायक्रो सर्किट्स स्थापित करण्याची परवानगी नाही.
मोल्डेड लीड्ससह टाईप 4 पॅकेजेसमधील मायक्रोसर्किट्स बोर्डवर किंवा स्पेसरवर 0.3 मिमी पर्यंतच्या अंतरासह फ्लश स्थापित केले जाऊ शकतात; या प्रकरणात, अतिरिक्त फास्टनिंग लिफाफा वार्निशद्वारे प्रदान केले जाते. अंतर 0.7 मिमी पर्यंत वाढवता येऊ शकते, परंतु केसच्या पायाच्या विमानातील आणि बोर्डमधील अंतर पूर्णपणे गोंदाने भरले पाहिजे. वाढीव यांत्रिक ताण प्रदान न केल्यास, अतिरिक्त फास्टनिंगशिवाय 0.3...0.7 मिमीच्या अंतरासह टाइप 4 पॅकेजमध्ये मायक्रोक्रिकेट स्थापित करण्याची परवानगी आहे. टाईप 4 पॅकेजेसमध्ये मायक्रोक्रिकेट्स स्थापित करताना, क्षैतिज समतल भागामध्ये पिनचे मुक्त टोक ± 0.2 मिमीच्या आत हलवण्याची परवानगी आहे जेणेकरून ते संपर्क पॅडसह संरेखित करा. उभ्या प्लेनमध्ये, लीड्सचे मुक्त टोक मोल्डिंगनंतर लीड्सच्या स्थितीपासून ± 0.4 मिमीच्या आत हलवता येतात.
व्हीके-9 किंवा एके-20 गोंद तसेच एलएन मॅस्टिक वापरून बोर्डवर मायक्रोसर्किट्स चिकटवण्याची शिफारस केली जाते. बोर्डांना मायक्रोसर्किट्स जोडण्यासाठी वापरल्या जाणाऱ्या सामग्रीचे कोरडे तापमान मायक्रोसर्कीटच्या ऑपरेशनसाठी जास्तीत जास्त परवानगी असलेल्या तापमानापेक्षा जास्त नसावे. शिफारस केलेले कोरडे तापमान 65 ± 5° C आहे. बोर्डवर मायक्रोसर्कीट चिकटवताना, दाबण्याची शक्ती 0.08 μPa पेक्षा जास्त नसावी.
केसच्या पायथ्याशी किंवा टोकांना वेगळ्या स्पॉट्समध्ये गोंद किंवा मस्तकीने चिकटवून मायक्रोक्रिकेट चिकटवण्याची परवानगी नाही, कारण यामुळे केस विकृत होऊ शकते.
हवामानाच्या प्रभावांना प्रतिकार वाढविण्यासाठी, मायक्रोक्रिकेटसह बोर्ड सहसा संरक्षणात्मक वार्निश UR-231 किंवा EP-730 सह लेपित असतात. वार्निश UR-231 सह कोटिंगची इष्टतम जाडी 35...55 मायक्रॉन आहे, वार्निश EP-730 - 35...100 मायक्रॉन आहे. तीन लेयर्समध्ये मायक्रोसर्किटसह बोर्ड कोट करण्याची शिफारस केली जाते.
अंतरांसह स्थापित मायक्रोक्रिकिटसह वार्निशिंग बोर्ड करताना, केसच्या पाया आणि बोर्ड दरम्यान जंपर्सच्या स्वरूपात मायक्रोसर्किट्सच्या खाली वार्निशची उपस्थिती अस्वीकार्य आहे.
बोर्डवर मायक्रोसर्किट स्थापित करताना, केसचे विकृत रूप, केसमधील सीटमधून सब्सट्रेट किंवा क्रिस्टल सोलणे किंवा मायक्रो सर्किटचे अंतर्गत कनेक्शन तुटणे अशा शक्ती टाळणे आवश्यक आहे.
इलेक्ट्रिकल प्रभावांपासून मायक्रोसर्किट्सचे संरक्षण
मायक्रोसर्किट घटकांच्या लहान आकारामुळे आणि चिपच्या पृष्ठभागावरील घटकांच्या उच्च पॅकिंग घनतेमुळे, ते स्थिर विद्युत डिस्चार्जसाठी संवेदनशील असतात. त्यांच्या अयशस्वी होण्याचे एक कारण म्हणजे स्थिर विद्युत डिस्चार्जचा संपर्क. स्थिर वीज विद्युत, थर्मल आणि यांत्रिक प्रभावांना कारणीभूत ठरते, ज्यामुळे मायक्रोसर्किट्समध्ये दोष दिसून येतात आणि त्यांचे पॅरामीटर्स खराब होतात.
स्थिर वीज एमओएस आणि एमओएस उपकरणांवर, काही प्रकारचे द्विध्रुवीय उपकरणे आणि मायक्रोक्रिकेट्स (विशेषत: TTLSh, जी TTL पेक्षा 3 पट कमी SC उर्जेवर मोडते) वर नकारात्मक परिणाम करते. सिलिकॉन गेट उपकरणांपेक्षा मेटल गेट एमओएस उपकरणे एफईसाठी अधिक संवेदनशील असतात.
जेव्हा तो हलतो (चालतो, त्याचे हात किंवा शरीर हलवतो) तेव्हा स्थिर वीज नेहमी शरीरावर जमा होते. या प्रकरणात, अनेक हजार व्होल्ट्सची क्षमता जमा होऊ शकते, जे सौर सेल-संवेदनशील घटकावर डिस्चार्ज केल्यावर, दोष दिसणे, त्याच्या वैशिष्ट्यांचा ऱ्हास किंवा विद्युत, थर्मल आणि यांत्रिक प्रभावांमुळे नाश होऊ शकतो.
सौर ऊर्जेची पातळी शोधण्यासाठी आणि नियंत्रित करण्यासाठी आणि त्याचे निर्मूलन किंवा तटस्थीकरण करण्यासाठी, विविध उपकरणे आणि उपकरणे वापरली जातात, ज्यामुळे विद्युतीय प्रवाहकीय सामग्री किंवा ग्राउंडिंगच्या वापराद्वारे ऑपरेटरची साधने आणि सेमीकंडक्टर उपकरणांची समान क्षमता सुनिश्चित होते. उदाहरणार्थ, ग्राउंडिंग (अँटीस्टॅटिक) ब्रेसलेट, मनगटात जोडलेले आणि उच्च प्रतिरोधक (1...100 MOhm) द्वारे जमिनीवर (कामगारांचे संरक्षण करण्यासाठी) जोडलेले, हे सौर उर्जेवर जमा होणारी ऊर्जा तटस्थ करण्याचे सर्वात प्रभावी माध्यम आहे. मानवी शरीर, कारण त्यांच्याद्वारे सौर सेलचा चार्ज जमिनीवर वाहू शकतो.
याशिवाय, कंडक्टिव्ह कोटिंग्जपासून बनवलेल्या संरक्षक चटया, टेबल्स आणि खुर्च्या आणि अँटीस्टॅटिक मटेरियलने बनवलेले ग्राउंड ऑपरेटर कपडे (झगे, ओव्हरस्लीव्हज, ऍप्रॉन) (कापूस किंवा सिंथेटिक मटेरियल अँटीस्टॅटिक सोल्यूशन्सने बनवलेले, स्टेनलेस स्टीलच्या फिल्मने विणलेल्या स्क्रीनसह सामग्री. ) वापरले जातात.
स्थिर विजेचा प्रभाव कमी करण्यासाठी, कमी-विद्युत सामग्रीपासून बनविलेले कामाचे कपडे वापरणे आवश्यक आहे, उदाहरणार्थ, कापूसचे कपडे आणि चामड्याचे तळवे असलेले शूज. रेशीम, नायलॉन किंवा लवसानचे कपडे वापरण्याची शिफारस केलेली नाही.
कामाच्या टेबल्स आणि मजल्यांच्या पृष्ठभागांना कमी-विद्युतीकरण सामग्रीसह झाकण्यासाठी, कोटिंग्सच्या विशिष्ट पृष्ठभागावरील प्रतिकार कमी करण्यासाठी उपाययोजना करणे आवश्यक आहे. वर्क टेबल्स 100x200 मिमीच्या मेटल शीटने झाकल्या पाहिजेत, ग्राउंडिंग बसला 10 6 ओहमच्या मर्यादित प्रतिकाराद्वारे जोडलेले असावे.
मेन पॉवर नसलेली उपकरणे आणि साधने ग्राउंड बसला 10 6 ohms च्या प्रतिकाराद्वारे जोडली जातात. मेनमधून चालणारी उपकरणे आणि साधने थेट ग्राउंडिंग बसशी जोडलेली असतात.
उच्च-व्होल्टेज रेझिस्टरद्वारे कनेक्ट केलेले विशेष अँटिस्टॅटिक ब्रेसलेट वापरून "ग्राउंड" सह ऑपरेटरचा सतत संपर्क सुनिश्चित करणे आवश्यक आहे (उदाहरणार्थ, व्होल्टेज 110 kV साठी KLV टाइप करा). कामाच्या क्षेत्रामध्ये हवेतील आर्द्रता 50-60% पेक्षा कमी नाही याची खात्री करण्याची शिफारस केली जाते.
विघटन करणेmicrocircuits
प्लेनरी लीड्स असलेले मायक्रोसर्किट काढून टाकले असल्यास, ज्या ठिकाणी लीड्स सोल्डर केल्या जातात त्या ठिकाणी तुम्ही वार्निश काढून टाकावे, मायक्रोसर्कीट डेटा शीटमध्ये निर्दिष्ट केलेल्या सोल्डरिंग मोडचे उल्लंघन न करणाऱ्या मोडमध्ये लीड्स अनसोल्ड करा, लीड्सची टोके वर करा. ज्या ठिकाणी ते सीलबंद लीड-इनमध्ये सील केलेले आहेत, त्या ठिकाणी, डेटा शीटमध्ये निर्दिष्ट केलेल्या तापमानापेक्षा जास्त तापमानास गरम केलेले विशेष उपकरण वापरून बोर्ड थर्मोमेकॅनिक पद्धतीने मायक्रो सर्किट काढून टाका. घरांच्या संरचनेला क्रॅक, चिप्स किंवा नुकसान न करता मायक्रो सर्किट काढण्यासाठी गरम वेळ पुरेसा असणे आवश्यक आहे. सीलिंग पॉईंट्सवर लीड्सचे वाकणे वगळून, लीड्सचे टोक 0.5... 1 मि.मी.च्या उंचीपर्यंत वाढवता येतात, ज्यामुळे मायक्रो सर्किटचे डिप्रेसरायझेशन होऊ शकते.
पिन टर्मिनल्ससह मायक्रोसर्किट काढून टाकताना, टर्मिनल्स ज्या ठिकाणी सोल्डर केले जातात त्या ठिकाणी वार्निश काढून टाका, टर्मिनल्सला विशेष सोल्डरिंग लोह (सोल्डर सक्शनसह) सह सोल्डर करा, बोर्डमधून मायक्रो सर्किट काढून टाका (क्रॅक, काचेच्या चिप्स आणि केस विकृत होणे टाळा. आणि टर्मिनल्स). आवश्यक असल्यास, थर्मोमेकॅनिकल पद्धतीने मायक्रो सर्किट्स काढून टाकण्याची परवानगी आहे (जर केस वार्निश किंवा गोंद असलेल्या बोर्डला जोडलेले असेल तर) केस जास्त गरम होण्यापासून प्रतिबंधित करते किंवा रासायनिक सॉल्व्हेंट्सच्या मदतीने जे कोटिंग, मार्किंगवर परिणाम करत नाहीत. आणि केसची सामग्री.
विघटित मायक्रोसर्किट्स पुन्हा वापरण्याची शक्यता त्यांच्या पुरवठ्याच्या वैशिष्ट्यांमध्ये दर्शविली आहे.
3.1.7 सुरक्षा प्रश्न
इंटिग्रेटेड सर्किट म्हणजे काय?
उत्पादन तंत्रज्ञानाद्वारे एकात्मिक सर्किट्सचे वर्गीकरण कसे केले जाते?
घटकांच्या संख्येच्या आधारे ICs कोणत्या उपसमूहांमध्ये विभागले जातात?
कार्यात्मक उद्देशाने IP कसे विभाजित केले जातात?
ॲनालॉग आणि डिजिटल IC चा उद्देश निश्चित करा.
IC चा अपयश दर किती आहे?
IC चे फायदे आणि तोटे काय आहेत?
एकात्मिक सर्किटचे घटक आणि घटक परिभाषित करा.
अनपॅकेज्ड इंटिग्रेटेड सर्किट, MIC, SIS, LSI, VLSI परिभाषित करा.
एकात्मिक सर्किट्सची मालिका काय आहे.
IC च्या पूर्ण आणि क्रमिक अपयशांचे वर्णन करा.
मायक्रोसर्किटच्या खुणा समजून घ्या - KR1118PA1B.
सर्किट डायग्रामवर ॲनालॉग आणि डिजिटल इंटिग्रेटेड सर्किट्स कसे नियुक्त केले जातात?
मायक्रोसर्किट्सच्या व्यावहारिक वापराची वैशिष्ट्ये काय आहेत?
इलेक्ट्रिकल प्रभावांपासून मायक्रोसर्किटचे संरक्षण कसे करावे?