"शिलाई उत्पादन कापत आहे"
5, 6,7 ग्रेड
"कपड कापणे", ग्रेड 5 या विषयावर चाचणी
(एक किंवा अधिक).
1. पॅटर्न शीटवरील बाणाचा अर्थ आहे:
अ) फिलामेंटची दिशा;
b) ट्रान्सव्हर्स थ्रेडची दिशा.
2. कटिंग आहे:
अ) रेखांकनानुसार मिळवलेल्या कपड्याचे कागदी भाग कापून टाकणे;
ब) फॅब्रिकच्या तुकड्यातून कापडाचे भाग कापून मिळवण्याची प्रक्रिया;
c) सीम भत्ते लक्षात घेऊन पॅटर्नच्या तपशीलानुसार फॅब्रिकच्या तुकड्यातून कापडाचे भाग कापून मिळवण्याची प्रक्रिया.
क) फॅब्रिकची रुंदी;
ड) वेफ्ट थ्रेड्सची दिशा;
e) शिवण भत्त्यांची रक्कम.
योग्य उत्तरे लिहा: चुकीच्या बाजूने फॅब्रिकची उजवी बाजू निश्चित केली जाऊ शकते:
फॅब्रिकवर नमुना घालताना तांत्रिक ऑपरेशन्सचा योग्य क्रम दर्शवा:
ब) मोठ्या भागांची व्यवस्था करा;
c) फॅब्रिक पिनसह एकत्र करा;
e) मोठे भाग पिन करा;
f) फॅब्रिकची पुढील बाजू निश्चित करा;
g) नियंत्रण रेषा आणि बिंदू काढा;
h) प्रक्रियेसाठी भत्ते चिन्हांकित करा;
i) समोच्च बाजूने तपशील ट्रेस करा;
j) लोबर धागा निश्चित करा.
उत्तरे:
अ ब क ड
अ) चित्राची चमक आणि स्पष्टता द्वारे; ब) प्रकाशाच्या उपस्थितीने;
5. j, f, c, b, a, d, d, i, h, g
"कपड कापणे", ग्रेड 6 या विषयावर चाचणी
सर्व बरोबर उत्तरे लिहा (एक किंवा अधिक).
1. फॅब्रिकमध्ये नमुना हस्तांतरित करणे हे वापरून केले जाते:
अ) चालणारे टाके;
c) टाके कॉपी करा;
ड) टेलरचा खडू;
e) तिरकस टाके.
2. फॅब्रिकची रुंदी आहे:
g) लोबर धागा निश्चित करा;
h) लहान आणि मोठे भाग पिन करा;
i) मोठे आणि छोटे भाग व्यवस्थित करा.
उत्तरे:
b, c, d
g, c, a, i, h, d, b, d, f
“कटिंग एक वस्त्र”, ग्रेड 7 या विषयावर चाचणी
सर्व बरोबर उत्तरे लिहा (एक किंवा अधिक)
1. कट तपशिलांवर नियंत्रण रेषा टाके घालून ठेवल्या आहेत:
अ) अंदाज;
ब) कॉपी करणे;
c) तिरकस.
2. समोरासमोर हेम कापताना, त्याचा धागा ठेवला जातो:
c) 45 अंशांच्या कोनात;
ड) मुख्य भागाच्या धान्याच्या दिशेने;
e) मुख्य भागाच्या दाण्याला लंब.
3.फॅब्रिक कापताना, कात्री वापरा:
अ) मॅनिक्युअर;
ब) बाग;
c) कारकुनी;
ड) शिंपी.
बायस टेप कापताना, त्याचे धान्य ठेवले जाते:
c) फॅब्रिकच्या धान्याच्या 45 अंशांच्या कोनात;
ड) बाइंडिंगच्या बाजूने.
उत्पादन कापताना, आपण विचारात घेणे आवश्यक आहे:
ब) ताना धाग्यांची दिशा;
क) फॅब्रिकची रुंदी;
ड) शिवण भत्त्यांची रक्कम;
e) ढिगाऱ्याची दिशा.
उत्तरे:
अ बी सी डी ई
कापलेल्या ढिगाऱ्यासह:
· 20 मी - 100 सेमी पर्यंत रुंदीसह;
· 10 मीटर - 100 सेमी पेक्षा जास्त रुंदीसह.
GOST 358-82 नुसार शुद्ध लोकरीच्या आणि अर्ध्या लोकरीच्या कापडाच्या तुकड्याची पारंपारिक लांबी 30 मीटर घेतली जाते.
रेशीम आणि अर्ध-रेशीम कापडांसाठी, तुकड्याची पारंपारिक लांबी GOST 187-85 नुसार निर्धारित केली जाते. पहिल्या आणि दुसऱ्या गटांच्या कपड्यांसाठी:
· 40 मीटर – 100 सेमी पर्यंत रुंदीसह;
· 35 मीटर - 101-130 सेमी रुंदीसह;
· 30 मीटर – 130 सेमी पेक्षा जास्त रुंदीसह.
तिसऱ्या आणि चौथ्या गटांच्या कपड्यांसाठी:
· 25 मीटर – 130 सेमी पर्यंत रुंदीसह;
· 20 मीटर – 130 सेमी पेक्षा जास्त रुंदीसह.
फॅब्रिकच्या फिनिशिंग प्रक्रियेदरम्यान, फॅब्रिकचा आकार बदलतो. परिणामी, फॅब्रिकच्या लांबी आणि रुंदीनुसार थ्रेड्सची संख्या बदलते.
राखाडी फॅब्रिकची घनता (nit/dm):
|
वार्प आणि वेफ्ट थ्रेड्सवर काम करणे.थ्रेड्सची प्रक्रिया फॅब्रिकसाठी GOST कडून घेतली जाऊ शकते, ज्या एंटरप्राइझमध्ये हे फॅब्रिक तयार केले जाते त्या एंटरप्राइझच्या डेटानुसार, फॅब्रिक डिझाइन करताना गणना डेटानुसार किंवा फॅब्रिकच्या नमुन्यावरून निर्धारित केले जाते.
ओपनवर्क, टेरी आणि पाइल फॅब्रिक्सच्या वार्पची प्रक्रिया खालीलप्रमाणे निर्धारित केली जाते: जर aov = 300%, तर 1 मीटर फॅब्रिक तयार करण्यासाठी ओपनवर्क किंवा पाइल वार्प धाग्याची लांबी आवश्यक आहे - 3 मीटर, जर aov = 500% , नंतर 5 मी.
जटिल संरचनेच्या फॅब्रिक्ससाठी, ज्याच्या निर्मितीमध्ये ताना आणि वेफ्ट थ्रेड्सच्या अनेक प्रणालींचा समावेश आहे, फॅब्रिक डब्ल्यूबीची भरण्याची रुंदी निर्धारित करताना, सरासरी प्रक्रिया (%) वापरली जाते:
|
जेथे ay1, ay2, ..., ayx - पहिल्या, द्वितीय, ..., x-व्या प्रणालीच्या अनुक्रमे बदकावर कार्य करा.
रीडच्या बाजूने फॅब्रिक थ्रेडिंगची रुंदी (सेमी):
जर फॅब्रिकच्या संरचनेत वार्प थ्रेडच्या अनेक प्रणालींचा समावेश असेल, वापरलेल्या कच्च्या मालाचा प्रकार आणि रेखीय घनता भिन्न असेल आणि प्रक्रिया देखील भिन्न असेल, तर प्रत्येक धाग्यांच्या प्रणालीच्या तानेची लांबी एक तुकडा तयार करण्यासाठी आवश्यक आहे. राखाडी फॅब्रिक निर्धारित केले पाहिजे.
या प्रकरणात, ओपनवर्क, पाइल आणि टेरी फॅब्रिक्सच्या ताना धाग्यांची लांबी सूत्र (एम) द्वारे निर्धारित केली जाते:
जेथे aov ही पाइल बेसची प्रक्रिया आहे, %.
3. वार्पमधील थ्रेड्सच्या संख्येची गणना
3. 1. कडांची वैशिष्ट्ये
काठाचा प्रकार लूमच्या प्रकारावर अवलंबून असतो (टेबल 2) आणि फॅब्रिकच्या दोन्ही बाजूंची त्याची रुंदी समान असावी. शटल लूम्सवर, काठाच्या धाग्यांची घनता पार्श्वभूमीच्या फॅब्रिकच्या घनतेपेक्षा 1.5-2 पट जास्त असते आणि एटी प्रकारच्या मशीनवर तयार केलेल्या फॅब्रिक्सच्या काठांची रुंदी रुंदीच्या 0.5-1.5% इतकी घेतली जाते. साधा फॅब्रिक.
एसटीबी प्रकारच्या मशीनवर (सेट एज) फॅब्रिक्सच्या कडा एज-फॉर्मिंग उपकरणांद्वारे तयार केल्या जातात जे कापलेल्या वेफ्ट थ्रेड्सचे टोक पुढील शेडमध्ये आणतात, यामुळे कडांमधील वेफ्टच्या बाजूने फॅब्रिकची घनता वाढते. पार्श्वभूमी वेफ्टच्या बाजूने फॅब्रिकच्या घनतेच्या तुलनेत 2 वेळा. यामुळे ते कडक होते. पार्श्वभूमीच्या घनतेच्या तुलनेत बेससह काठाची घनता वाढत नाही आणि काही प्रकरणांमध्ये कमी होते. काठाची रुंदी काठ-फॉर्मिंग डिव्हाइसच्या डिझाइनद्वारे निर्धारित केली जाते आणि ती 2.6 - 3.5 सेमी, म्हणजेच प्रत्येक बाजूला 1.3 ते 1.75 सेमी पर्यंत असू शकते.
एटीपीआर प्रकारच्या मशीनवर एज फॉर्मेशन दोन प्रकारे केले जाऊ शकते:
· शिलाई धागा वापरणे;
· एज-फॉर्मिंग डिव्हाइस वापरणे (STB प्रकार - एम्बेडेड एज).
टेबल 2
किनारी वैशिष्ट्ये
|
कडा | प्रकार मशीन टूल्स | रुंदी वेळू बाजूने कडा, Vkb, cm | फ्रिंज लांबी कडा, l ला, मिमी | काठावर फॅब्रिकची घनता, nits/dm |
शास्त्रीय | शटल | (0.5 ¸ 1.5%)× रवि | ते = Tkr: Rk = (1.5 ¸ 2)× Ro ते< Ткр: Рк = Ро |
|
गहाण | STB, ATPR | दोन्ही कडांवर 2.6 ¸ 3.5 | Rk = (0.5 ¸ 1.0)× Rho |
|
स्टिचिंग | Rk = (1.5 ¸ 2.0)× Rho |
|||
लेनो | P, P–ZB8, PN | 15 + (10 ¸ 30) प्रति भाग कापायचा आहे | ते = Tkr: Rk = (1.5 ¸ 2)× Ro ते< Ткр: Рк = Ро |
स्टिचिंग पद्धत फॅब्रिकच्या काठाला मजबूत फास्टनिंग प्रदान करत नाही, म्हणून काठाच्या धाग्यांची घनता पार्श्वभूमीतील बेसच्या घनतेपेक्षा 1.5-2 जास्त असते. कडांची रुंदी 1−1.5 सेमी आहे.
एटीपीआर प्रकारच्या मशीनवर, किनारी धागे पार्श्वभूमीच्या धाग्यांपेक्षा रेखीय घनता आणि कच्च्या मालाच्या प्रकारात वेगळे नसतात. या प्रकरणात, किनारी धागे पार्श्वभूमी थ्रेड मानले जातात. जर फॅब्रिकची धार पार्श्वभूमीच्या धाग्यांपेक्षा धाग्याच्या प्रकारात भिन्न असेल तर काठाचे धागे पार्श्वभूमीत हस्तांतरित केले जात नाहीत आणि पुढील गणनांमध्ये स्वतंत्रपणे विचारात घेतले जातात.
3. 2. शटल लूमसाठी वार्प थ्रेड्सची संख्या
जर Rof = Pk, तर:
जेथे nkp म्हणजे पार्श्वभूमीच्या तुलनेत वळण घेतलेल्या काठाच्या धाग्यांची किंवा वेगळ्या तंतुमय रचनांच्या धाग्यांची संख्या; n हे रीड टूथमध्ये घातलेल्या एज थ्रेड्सच्या संख्येचे आणि रीड टूथमध्ये घातलेल्या बॅकग्राउंड थ्रेड्सच्या संख्येचे गुणोत्तर आहे.
3. 3. एसटीबी आणि एटीपीआर सारख्या विणकाम यंत्रांसाठी ताना धाग्यांची संख्या
राखाडी फॅब्रिकमध्ये हेमची रुंदी:
पुढील गणना करताना, हे लक्षात घेतले पाहिजे की काठामध्ये पार्श्वभूमी थ्रेड्सच्या रेखीय घनतेच्या समान रेषीय घनतेसह दोन्ही थ्रेड्स असतात आणि वळवले जातात, म्हणून:
जेथे n¢k ही किनारी धाग्यांची संख्या आहे ज्यासाठी T¢cr = Tf; ncr - वळणा-या काठाच्या धाग्यांची संख्या.
प्रत्येक काठावरील सेल्व्हेज थ्रेडची संख्या वेळूच्या दातामध्ये घातलेल्या सेल्व्हेज धाग्यांच्या संख्येच्या आणि तानाच्या बाजूने काठाच्या विणण्याच्या पुनरावृत्तीच्या गुणाकार असणे आवश्यक आहे. काठासाठी रीड दातांची संख्या समान असणे आवश्यक आहे.
पार्श्वभूमी थ्रेड्सची संख्या:
बॅकग्राउंड थ्रेडची संख्या बॅकग्राउंड रीडच्या दात मध्ये घातलेल्या थ्रेड्सच्या संख्येच्या आणि बॅकग्राउंड वीव्हच्या पुनरावृत्तीच्या गुणाकार असावी.
वार्प थ्रेडची एकूण संख्या:
no = nf + nk. (१६)
ताना धाग्यांपासून बनवलेल्या कपड्यांसाठी वेगळे प्रकार(रंग, रेखीय घनता, वळण इ.) प्रत्येक प्रकारच्या थ्रेड्सची संख्या निश्चित करणे आवश्यक आहे. हे करण्यासाठी, रंगीत किंवा इतर पॅटर्नच्या पुनरावृत्तीवर आधारित, रंगीत पुनरावृत्तीमधील थ्रेड्सची संख्या तानाच्या आधारे निर्धारित केली जाते:
जेथे Rсoi हा i-th रंग किंवा प्रकाराच्या धाग्यांची संख्या आहे.
फॅब्रिकच्या रुंदीमध्ये पुनरावृत्तीची संख्या:
सर्व रंग किंवा प्रकारांसाठी ताना धाग्यांची एकूण संख्या बेरीज म्हणून निर्धारित केली जाते:
no = no1+no2+...noi. |
किनारी धागे काठासाठी निवडलेल्या प्रकार किंवा रंगाच्या थ्रेडसह एकत्र केले जातात. जर फॅब्रिकच्या संरचनेत वार्प थ्रेड्सच्या अनेक प्रणालींचा समावेश असेल, तर प्रत्येक सिस्टमच्या वार्प थ्रेड्सची संख्या त्यांच्यामधील गुणोत्तरानुसार निर्धारित केली जाते.
एसटीबी प्रकारच्या मशीनवर रंगीत पॅटर्नसह फॅब्रिक्सचे उत्पादन करताना, रीडच्या बाजूने फॅब्रिक थ्रेडिंगच्या रुंदीचा तर्कसंगत वापर करून तानेवरील रंगाची पुनरावृत्ती करण्याकडे विशेष लक्ष दिले पाहिजे. Rtso ची गणना करणे आवश्यक आहे जेणेकरून ते रीडच्या बाजूने थ्रेड केलेल्या फॅब्रिकच्या जास्तीत जास्त रुंदीमध्ये पूर्णांक संख्येत बसेल.
4. वार्प गणना
वार्प थ्रेड्सची संख्या निश्चित केल्यानंतर, वार्पिंग पद्धत निवडणे आणि गणना करणे आवश्यक आहे.
बॅच वॉर्पिंग पद्धतीसाठी, वार्पिंग रोलरवरील थ्रेड्सची संख्या वॉरपिंग मशीनच्या निवडलेल्या क्रीलच्या व्हॉल्यूमच्या आधारे मोजली जाते. प्रथम, रोलर्सची संभाव्य संख्या (pcs.) निर्धारित केली जाते:
अपूर्णांक प्राप्त झाल्यावर, थ्रेड रोलर्समध्ये वितरीत केले जातात.
टेप वार्पिंग पद्धतीसाठी, टेपमधील थ्रेड्सची संख्या आणि टेपची संख्या (pcs.) मोजली जाते:
जेथे nl ही टेपची संख्या आहे, जी सर्वात जवळची मोठी संख्या मानली जाते.
मल्टी-कलर बेससह, प्रत्येक रिबनमध्ये रंग किंवा थ्रेडच्या प्रकाराच्या पुनरावृत्तीच्या पुनरावृत्तीची संपूर्ण संख्या असणे आवश्यक आहे.
क्लिष्ट संरचनेच्या कपड्यांमध्ये, ज्यांना वेगवेगळ्या बीमवर वारप थ्रेड्सच्या अनेक सिस्टीमची आवश्यकता असते, प्रत्येक तानासाठी वारपिंगची स्वतंत्रपणे गणना केली जाते.
फॅब्रिकच्या तांत्रिक गणनेमध्ये फॅब्रिक विणण्याच्या फिलिंग पॅटर्नचा समावेश असणे आवश्यक आहे, ज्यामध्ये हे समाविष्ट आहे:
1) पार्श्वभूमी आणि कडांसाठी वार्प Ro आणि weft Ry च्या बाजूने पुनरावृत्ती दर्शविणारा विणलेला नमुना;
2) मुख्य धागे रीडमध्ये थ्रेड करणे;
3) हेडलमध्ये वार्प थ्रेड्स थ्रेड करणे, पार्श्वभूमी आणि कडांसाठी हेल्ड्सची संख्या;
4) पुठ्ठा;
5) ऊतींच्या अनुदैर्ध्य आणि आडवा विभागांचे योजनाबद्ध प्रतिनिधित्व.
फिलिंग पॅटर्नचे उदाहरण अंजीर मध्ये दर्शविले आहे. १.
फिलिंग पॅटर्नमध्ये वेफ्टच्या बाजूने वेफ्टची एकंदर पुनरावृत्ती पार्श्वभूमी Ruf आणि कडा Rcr च्या वेफ्टच्या बाजूने पुनरावृत्तीच्या सर्वात लहान गुणाकार असावी. जर फॅब्रिक विलक्षण शेडिंग यंत्रणा असलेल्या लूमवर तयार केले जाईल, तर फॅब्रिकच्या उत्पादनासाठी आवश्यक असलेल्या विक्षिप्तपणाचे प्रोफाइल दिलेले आहेत.
6. तंतुमय सामग्रीसह फॅब्रिक भरण्याची गणना
तंतुमय पदार्थाने फॅब्रिक भरणे हे धाग्याने व्यापलेल्या क्षेत्राचे फॅब्रिकच्या एकूण क्षेत्राचे गुणोत्तर दर्शवते. रेखीय आणि पृष्ठभाग भरणे यामध्ये फरक केला जातो.
ताना आणि वेफ्टच्या बाजूने राखाडी फॅब्रिकचे रेखीय भरणे %:
कुठे (do, y:mm).
तंतुमय पदार्थाने फॅब्रिकची पृष्ठभाग भरणे (%):
|
तक्ता 3
विविध प्रकारचे धागे आणि धाग्यांसाठी घनता (d) आणि गुणांक (C).
धागे आणि धागे | घनताd, mg/mm2 | गुणांक C |
कापूस | ||
व्हिस्कोस स्टेपल फायबर | ||
खराब झालेले लोकर | ||
लोकरीचे हार्डवेअर | ||
रेशीम | ||
व्हिस्कोस | ||
एसीटेट | ||
नायलॉन | ||
लवसान | ||
नायट्रॉन | ||
कच्चे रेशीम | ||
काचेचे धागे |
7. रीड गणना
रीडचा वापर फॅब्रिकच्या रुंदीवर ताना धाग्यांच्या प्लेसमेंटचे नियमन करण्यासाठी, तानाच्या बाजूने फॅब्रिकची आवश्यक घनता तयार करण्यासाठी आणि वेफ्ट थ्रेड्सला फॅब्रिकच्या काठावर मारण्यासाठी वापरला जातो.
रीडची गणना करण्यासाठी, बॅकग्राउंड (zf) आणि कडा (zk) मध्ये रीड टूथमध्ये घातलेल्या थ्रेड्सची संख्या निर्दिष्ट केली आहे आणि रीड टूथमध्ये घातलेल्या थ्रेड्सची संख्या वारप थ्रेडच्या एकूण संख्येच्या गुणाकार असणे आवश्यक आहे.
पार्श्वभूमी आणि काठ (zф = zк= z) मध्ये रीड टूथमध्ये समान संख्येने थ्रेड्स टाकल्यास, रीड दातांची संख्या आहे:
.वेफ्टचे काम लक्षात घेऊन तानेच्या आधारे फॅब्रिकच्या घनतेवरून रीड नंबर देखील निर्धारित केला जाऊ शकतो:
|
 .
.जर परिणामी रीड क्रमांक GOST शी संबंधित नसेल, तर GOST नुसार त्याचे सर्वात जवळचे मूल्य स्वीकारले जाईल (टेबल 4).
तक्ता 4
सर्वात सामान्यतः वापरले reeds
कापड | रीड क्रमांक, Nb |
कापूस | |
हार्डवेअर यार्न पासून लोकर | 1 च्या मध्यांतराने 22−66 (22, 23, |
खराब झालेले लोकर | 48−130 2 च्या अंतराने (48, 50, |
2.5 च्या 20 − 65 गुणाकार |
|
5 च्या 65 − 160 गुणाकार |
|
रेशीम | 5 च्या मध्यांतराने 50−260 (70, 75, |
विणकाम लूमवर फॅब्रिक तयार करताना तानाचे धागे तुटणे हे अनेक घटकांवर अवलंबून असते, ज्यापैकी एक म्हणजे वेळूच्या दातांमधील ताना धाग्यांची गाठ जाण्याची शक्यता असते.
सामग्रीमध्ये शिक्षकांची धडा योजना, विद्यार्थ्यांच्या स्वतंत्र क्रियाकलापांसाठी लक्ष्य अभ्यासक्रम, माहिती ब्लॉक्स आणि विषयासंबंधी नियंत्रण चाचण्या समाविष्ट आहेत. ब्लॉक-मॉड्युलर तंत्रज्ञान विद्यार्थ्यांना स्वतंत्रपणे (किंवा शिक्षकांच्या आंशिक मदतीने) सैद्धांतिक सामग्रीचा अभ्यास करण्यास आणि व्यावहारिक आणि प्रयोगशाळा कार्य करण्यास अनुमती देते. स्वयं-नियंत्रण चाचण्या वापरून सामग्रीच्या प्रभुत्वाच्या डिग्रीचे परीक्षण करा.
डाउनलोड करा:
पूर्वावलोकन:
ब्लॉक - मॉड्यूल
साहित्य विज्ञान
5 वर्ग
M-1
प्रयोगशाळेचे काम:
फॅब्रिकमधील धान्य धाग्याची दिशा निश्चित करणे.
M-2 फॅब्रिक फिनिशिंग. प्रयोगशाळा कार्य:
फॅब्रिकची पुढची बाजू निश्चित करणे.
त्रिएक उपदेशात्मक ध्येय:
परिचय द्या कापड तंतूंचे वर्गीकरण असलेले विद्यार्थी,
सूत आणि कताई, फॅब्रिक आणि विणकाम, फॅब्रिकची रचना याबद्दल कल्पना द्या,
फॅब्रिक फिनिशिंगच्या प्रकारांसह स्वत: ला परिचित करा.
परिचय द्या कताई आणि विणकाम या व्यवसायांसह.
विकसित करा पाठ्यपुस्तक, लक्ष्य अभ्यासक्रम, स्वतंत्र संज्ञानात्मक क्रियाकलाप आणि नियंत्रण चाचण्यांसह कार्य करण्यासाठी सामान्य शैक्षणिक कौशल्ये.
विकसित करा विश्लेषणात्मक विचार, वर्णन करण्याची क्षमता, व्यक्तिचित्रण, सामग्रीची तुलना, लक्ष, स्मृती.
लसीकरण करा प्रयोगशाळा आणि व्यावहारिक काम करताना आणि तयार करताना अचूकता.
घेऊन या कार्य संस्कृती आणि संबंध.
शैक्षणिक घटकांवर काम केल्यामुळे, विद्यार्थ्यांनी हे केले पाहिजे:
जाणून घ्या:
कापड साहित्याच्या उत्पादनासाठी वापरल्या जाणाऱ्या तंतूंचे वर्गीकरण,
धागा, फॅब्रिक मिळविण्याची प्रक्रिया,
फॅब्रिकची रचना, ताना आणि वेफ्ट थ्रेड्सचे गुणधर्म,
फॅब्रिक पूर्ण करण्याच्या पद्धती, फॅब्रिकची पुढील बाजू निश्चित करण्याची चिन्हे, फॅब्रिकची पुढील बाजू निश्चित करण्यासाठी तंत्र.
करण्यास सक्षम असेल:
फॅब्रिकची रुंदी, फॅब्रिक पूर्ण करण्याची पद्धत,
फॅब्रिकची उजवी बाजू शोधा
फॅब्रिकमध्ये धान्य धाग्याची दिशा शोधा,
प्रयोगशाळेचे काम पूर्ण करा, निष्कर्ष काढा,
लक्ष्य अभ्यासक्रमानुसार कार्य करा.
M-1 कापड तंतूंचे वर्गीकरण.
स्पिनिंग, वीव्हिंग, फॅब्रिकची संकल्पना.
व्हिज्युअल एड्स आणि उपकरणे:
- पाठ्यपुस्तक "मुलींसाठी श्रम प्रशिक्षण" 4 थी इयत्ता.
- संग्रह "वस्त्र तंतू"
- साध्या विणलेल्या कपड्यांचे नमुने.
- मुलांची यंत्रमाग.
- प्रयोगशाळा काम डिझाइन नमुना
- फॅब्रिकचे स्क्रॅप (किनार्यासह आणि त्याशिवाय)
- विद्यार्थी क्रियाकलापांसाठी लक्ष्यित अभ्यासक्रम.
बोर्डवरील बोधवाक्य: "मी कातले आणि विणले - संपूर्ण घर कपडे घातले"
UE-0
उद्देशः विद्यार्थ्यांना वर्गात कामासाठी तयार करणे
कर्तव्य अधिकाऱ्यांद्वारे वर्क स्टेशन तयार करणे (दृश्य साहित्य, पाठ्यपुस्तके, फॅब्रिकचे स्क्रॅप्स)
वर्गात काम करण्याची विद्यार्थ्यांची तयारी तपासणे (वर्कबुक, पेन, गोंद)
UE-1
उद्देशः धड्याचा विषय आणि उद्दिष्टे ओळखणे
3. कामाचा परिणाम म्हणून, विद्यार्थ्यांनी पाहिजे
जाणून घ्या: सूत, धागे, फॅब्रिक मिळविण्याची प्रक्रिया; कापड वर्गीकरण
फायबर; विणकाम, धान्य धाग्याची दिशा ठरवण्यासाठी तंत्र
फॅब्रिकमध्ये, बेलारूसमध्ये विणण्याची राष्ट्रीय वैशिष्ट्ये.
सक्षम व्हा: पाठ्यपुस्तकासह कार्य करा, सामग्रीच्या गुणधर्मांची तुलना आणि सारांश करा,
निष्कर्ष काढा, फॅब्रिक नमुन्यातील धान्य धाग्याची दिशा शोधा.
पुस्तक, लक्ष्यित अभ्यासक्रम आणि आत्म-नियंत्रण वापरण्यास शिका.
4. विद्यार्थी त्यांच्या कार्यपुस्तिकेत धड्याचा विषय आणि बोधवाक्य लिहून ठेवतात.
UE-2
ध्येय: अभ्यासात असलेल्या विषयावर विद्यार्थ्यांचे ज्ञान अद्ययावत करणे.
2. समोरचे संभाषण.
3. शिक्षकाचा शब्द. शिवणकामसाहित्य विज्ञानकपड्यांच्या निर्मितीसाठी वापरल्या जाणाऱ्या सामग्रीची रचना आणि गुणधर्म यांचा अभ्यास करते.
जीवनात, साहित्यात किंवा सिनेमात तुम्हाला विणकाम, कताई यासारख्या संकल्पना कुठे आल्या हे लक्षात ठेवा? या प्रक्रियेचे शब्दात वर्णन करण्याचा प्रयत्न करा.
4. विद्यार्थी शिक्षकांच्या प्रश्नांची उत्तरे देतात आणि एकमेकांना पूरक असतात.
UE-3
उद्दिष्ट: टेक्सटाइल तंतूंबद्दलचे प्रारंभिक ज्ञान समज, आकलन.
2. पाठ्यपुस्तक, फॅब्रिकचे स्क्रॅप
3. फॅब्रिकचा तुकडा घ्या आणि ते पहा, त्यात काय आहे? उत्तरः थ्रेड्सवरून. फॅब्रिकच्या तुकड्यातून अनेक धागे वेगळे करा. जर तुम्ही हे धागे बंद केले तर तुम्ही पाहू शकता की त्यामध्ये स्वतंत्र कण - तंतू असतात. ते आहेत भिन्न लांबी, आकार, जाडी (तंतूंचा संग्रह दर्शविला जातो). सुरुवातीला ते तंतुमय वस्तुमान असतात.
सर्व कापडांसाठी कच्चा माल फायबर आहे. अगदी प्राचीन काळातही, मनुष्याने वैयक्तिक लहान आणि पातळ तंतूंना लांब धाग्यांमध्ये - धाग्यांमध्ये एकत्र करणे आणि त्यापासून कापड तयार करणे शिकले. सूत तयार करण्यासाठी, लोकांनी त्यांच्या सभोवतालच्या नैसर्गिक परिस्थितीतून मिळू शकणारे तंतू वापरले. प्रथम ते जंगली वनस्पतींचे तंतू होते, नंतर प्राण्यांची लोकर आणि नंतर लागवड केलेल्या वनस्पतींचे तंतू - अंबाडी आणि भांग. शेतीच्या विकासासह, कापसाची लागवड होऊ लागली, ज्यातून खूप चांगले आणि मजबूत तंतू तयार होतात. नंतर, विविध प्रकारच्या तंतूंपासून कापड बनवले जाऊ लागले.
फायबर - हे लवचिक, टिकाऊ शरीर आहे, ज्याची लांबी ट्रान्सव्हर्स आकारापेक्षा कितीतरी पटीने जास्त आहे. ज्या तंतूपासून सूत, धागे आणि कापड तयार केले जातात त्यांना म्हणतातकापड
पाठ्यपुस्तकासोबत काम करत आहे.पाठ्यपुस्तकातील पृष्ठ 24 वरील आकृतीचा विचार करा. प्राचीन काळापासून 19 व्या शतकाच्या अखेरीपर्यंत. यार्न आणि फॅब्रिकच्या उत्पादनासाठी एकमेव कच्चा माल नैसर्गिक तंतू होता. हे निसर्गाने दिलेले तंतू आहेत. तुम्हाला त्यापैकी काही चांगले माहीत आहेत का? वनस्पतींपासून कोणते तंतू येतात? उत्तरः कापूस, तागाचे. याव्यतिरिक्त, चिडवणे तंतू वनस्पतींमधून मिळवले जातात (कथा वन्य गुसचे अ.व), ताग, केनाफ, भांग, केंडिर, ते चटई, दोरी आणि बर्लॅप बनवण्यासाठी वापरतात. कोणते प्राणी फायबर देतात? उत्तर: शेळ्या, मेंढ्या, उंट, लामा. आणि कोकून बनवताना सुरवंटाद्वारे रेशीम फायबर सोडला जातो (मी दाखवतो दृश्य साहित्य). एक अतिशय मनोरंजक फायबर एस्बेस्टोस आहे; असा एक प्रसंग होता. जेव्हा पीटर मी उरल कारखान्याचे मालक डेमिडोव्हला भेट दिली तेव्हा त्याने त्याच्याशी चांगले जेवण केले. टेबल एक अद्भुत बर्फ-पांढर्या टेबलक्लोथने झाकलेले होते. डेमिडोव्हने टेबलक्लॉथवर सॉस टाकल्यानंतर, पाहुण्याने त्याच्या अस्ताव्यस्तपणाबद्दल त्याला फटकारले; मालकाने नोकरांना कटलरी काढून टाकण्याचे आदेश दिले, टेबलक्लोथ चुरा केला आणि आगीत फेकून दिला, ज्यामुळे त्याला राजाकडून आणखी राग आला. मग डेमिडोव्हने निर्विकाराने टेबलक्लोथ काढला आणि टेबलावर पसरवला. ती एकही डाग नसलेली बर्फाच्छादित होती, कारण... सॉस जळला. पीटर रिसेप्शनवर खूश झाला, कारण त्याला स्वतःला असे विनोद आवडतात. एस्बेस्टोसचे मूळ काय आहे? उत्तर: खनिज.
तंतूंच्या दुसऱ्या गटाला काय म्हणतात? उत्तर: रासायनिक तंतू. ते काय आहेत? उत्तर: कृत्रिम आणि कृत्रिम. उदाहरणार्थ, नावाच्या कृत्रिम फायबर प्लांटमध्ये. कुइबिशेव कृत्रिम व्हिस्कोस फायबर तयार करते; याव्यतिरिक्त, प्रत्येकाला सिंथेटिक तंतू माहित आहेत - नायलॉन, नायट्रॉन, ऍक्रेलिक.
4. विद्यार्थी संभाषणात सक्रियपणे सहभागी होतात, प्रश्नांची उत्तरे देतात, वर्कबुकमध्ये मूलभूत संकल्पना आणि आकृत्या लिहून देतात आणि तंतूंच्या संग्रहाचा अभ्यास करतात.
UE-4
ध्येय: समज, कताई प्रक्रियेबद्दल प्रारंभिक ज्ञानाचे आकलन.
3. शिक्षकाचा शब्द. एक किंवा दुसर्या मार्गाने मिळविलेले फायबर सूत तयार करण्यासाठी वापरले जाते.सूत हा एक धागा आहे जो वैयक्तिक तंतूंना फिरवून मिळवला जातो.कताई - ही एकसमान जाडीचे सूत मिळविण्याची प्रक्रिया आहे. बऱ्याच शेकडो वर्षांपासून, आपल्या बोटांनी तंतूंच्या वस्तुमानातून पातळ कातडी खेचून आणि ते फिरवून हाताने सूत तयार केले गेले (मी ते कापसाच्या लोकरवर दाखवतो). जसे आपण पाहू शकता, हे सोपे काम नाही. लोक म्हणायचे: “एक स्त्री सुताने वेळेचा मागोवा ठेवते” किंवा “मी कातले आणि विणले, घरभर कपडे घातले.” आई कामावर असताना तिची तरुण मुलगी हातमागावर बसली. आता कारखाने आधुनिक मशीन चालवतात. कताईचा उद्देश एकसमान जाडीचे सूत मिळवणे आहे.
कताई प्रक्रियेचे मूलभूत ऑपरेशन्स: पीफायबरचे तळणे आणि तळणे- या प्रकरणात, तंतूंचे संकुचित वस्तुमान वेगळे तुकडे केले जाते आणि अशुद्धता अंशतः काढून टाकली जाते; h esanie अशुद्धता अंतिम काढण्यासाठी आणि वैयक्तिक तंतूंमध्ये तुकडे वेगळे करण्यासाठी तयार केले जाते. फनेलमधून जाणाऱ्या तंतूंचा पातळ कंबीड थर मध्ये रूपांतरित केला जातोटेप संरेखन - त्याची जाडी समान करण्यासाठी अनेक टेप्स एकामध्ये जोडणे;आणि टेप खेचत आहे- टेप हळूहळू पातळ होतो आणि तंतू अधिकाधिक क्रमबद्ध होतात. प्री-स्पिनिंग ही एक प्रक्रिया आहे ज्यामध्ये रेखाचित्र आणि फिरवून पट्टीपासून पट्टी तयार केली जाते.फिरणे स्वतः कताई
UE-5
ध्येय: धारणा, फॅब्रिकची रचना, विणकाम प्रक्रियेबद्दल प्रारंभिक ज्ञानाचे आकलन.
2. शिक्षकांची कथा, प्रशिक्षण व्यायाम.
3. शिक्षकाचा शब्द. पुरातत्व शोध दर्शविल्याप्रमाणे, कापड उत्पादन प्राचीन काळात उद्भवले. 5 हजार वर्षांपूर्वी बांधलेल्या प्राचीन ग्रीक पिरॅमिड्सच्या उत्खननादरम्यान, पुरातत्वशास्त्रज्ञांना थडग्यांमध्ये तागाचे कापड सापडले.कापड - ही एक अशी सामग्री आहे जी विणकाम यंत्रांवर ताना आणि वेफ्ट यार्नला एकमेकांशी जोडून तयार केली जाते.
मुलांच्या लूमवर फॅब्रिक तयार करण्याचे तत्त्व पाहूया. प्रथम प्रथम खेचले जातात -मुख्य धागे . ताना धागे मजबूत आणि लांब असणे आवश्यक आहे. नंतर ते शटलवर जखमेच्या थ्रेड्ससह गुंफले जातात, ज्याला वेफ्ट किंवा म्हणतातबदके वेफ्टचे धागे कमी मजबूत, जाड, लहान असतात, कारण... ताना धाग्यांभोवती फिरून त्यांच्यामधील जागा भरली पाहिजे. फॅब्रिकची एकसमान बाजू मिळविण्यासाठी, फॅब्रिकच्या काठावर ताना धागे अधिक वेळा स्थित असतात, तयार होतातधार धार फॅब्रिकच्या कडांना भेगा पडण्यापासून आणि ताणण्यापासून संरक्षण करते. लूमवर विविध प्रकारचे विणकाम करता येते. सर्वात सोपा आणि सर्वात सामान्य म्हणजे साधा विणणे.साधे विणणेहे "चेकरबोर्ड" च्या स्वरूपात रेखाचित्र आहे, म्हणजे. वेफ्टचे धागे ताना धाग्यांसह गुंफलेले असतात.
विणलेली उत्पादने शीट्स (फॅब्रिक) किंवा तुकड्यांच्या उत्पादनांच्या (शॉल, टेबलक्लोथ, टॉवेल) स्वरूपात तयार केली जातात.
4. विद्यार्थी स्पष्टीकरण ऐकतात, प्रशिक्षण व्यायाम करतात आणि नोटबुकमध्ये मूलभूत संकल्पना लिहून ठेवतात.
UE-6
ध्येय: ज्ञानाचा वापर सुनिश्चित करणे, व्यावहारिक कौशल्ये तयार करणे
2. प्रयोगशाळेच्या कामासाठी प्रास्ताविक सूचना.
3. शिक्षकाचा शब्द. जेणेकरून फॅब्रिकपासून बनविलेले उत्पादन उच्च-गुणवत्तेचे असेल देखावा, फॅब्रिकमधील वार्प थ्रेड्सची दिशा जाणून घेणे फार महत्वाचे आहे. नियमानुसार, तयार उत्पादनातील फॅब्रिकचा वार्प धागा वरपासून खालपर्यंत निर्देशित केला जातो. त्या. फॅब्रिकच्या बाजूने, मानवी आकृती, म्हणूनच त्याला कधीकधी लोबर धागा म्हणतात. फॅब्रिकमधील वार्प थ्रेड्सची दिशा निश्चित करण्याचे अनेक मार्ग आहेत (लोब थ्रेड):
काठावर (असल्यास). विणकामाच्या प्रक्रियेवरून आपल्याला माहित आहे की फॅब्रिकच्या काठावर असलेल्या वार्प धाग्यांना सेल्व्हेज तयार करण्यासाठी अधिक घट्टपणे ठेवले जाते, याचा अर्थ फॅब्रिकच्या नमुन्यातील वार्प धागे सेल्व्हेजच्या समांतर निर्देशित केले जातील.
stretching करून . विणकाम करताना, ताना धागे लूमवर जोरदार ताणलेले असतात, म्हणून, ते ताणले जाऊ शकत नाहीत, परंतु आडवा (वेफ्ट) धागे ताना धाग्यांभोवती फिरतात, याचा अर्थ ते एका ओळीत ताणले जाऊ शकतात.
आवाजाने . फॅब्रिकमधील तानाचे धागे घट्ट ताणलेले असल्याने (ड्रमवर जसे) टाळ्या वाजवल्याचा आवाज वेफ्टच्या दिशेपेक्षा तीव्र आणि मोठा असतो.
स्पष्टीकरणे प्रात्यक्षिकांसह आहेत.
मला प्रयोगशाळेत काम करण्याच्या प्रक्रियेबद्दल माहिती दिली जाते, मी कामाचे स्वरूपन करण्याचे नियम सादर करतो आणि मी नमुना स्वरूप दाखवतो.
UE-7
ध्येय: ऊतींच्या संरचनेबद्दल ज्ञानाची समग्र प्रणाली तयार करणे.
2. प्रयोगशाळा आणि व्यावहारिक कार्य "फॅब्रिकमधील ताना धाग्याची दिशा निश्चित करणे"
3. चालू ब्रीफिंग - लक्ष्यित वॉक-थ्रू
- योग्य कार्य पद्धतींवर नियंत्रण
चुकीच्या निष्कर्षांना प्रतिबंध.
4. विद्यार्थी प्रयोगशाळेतील काम करण्याच्या सूचनांचा अभ्यास करतात, कामाच्या क्रमानुसार कृती करतात, निष्कर्ष काढतात आणि काम काढतात.
UE-8
उद्देश: धड्याच्या परिणामांचे विश्लेषण आणि मूल्यमापन.
2. प्रतिबिंब
3. शिक्षक धड्याचे विश्लेषण करतो, आवश्यक टिप्पण्या देतो, सामान्य चुकांवर टिप्पण्या देतो, त्या दुरुस्त करण्याचे मार्ग, गृहपाठावर लक्ष केंद्रित करतो,
विद्यार्थ्यांना प्रश्न विचारले जातात: व्यावहारिक कार्य करताना, इतरांना कोणी मदत केली? सर्वात जास्त त्रास कशामुळे झाला? मी धड्यासाठी ग्रेड घोषित करतो.
4. विद्यार्थी प्रश्नांची उत्तरे देतात, निष्कर्ष काढतात, गृहपाठ लिहून देतात.
धड्यातील विद्यार्थ्यांच्या क्रियाकलापांसाठी लक्ष्य अभ्यासक्रम.
एम-1 टेक्सटाइल फायबरचे वर्गीकरण. स्पिनिंग, वीव्हिंग, फॅब्रिकची संकल्पना.
प्रयोगशाळेचे कार्य: फॅब्रिकमधील लोब थ्रेडची दिशा निश्चित करणे.
UE | असाइनमेंटसह प्रशिक्षण साहित्य | साहित्य शिकण्यासाठी मार्गदर्शक |
UE-O UE-1 UE-2 UE-3 UE-4 UE-5 UE-6 | IDC: माहित आहे: फायबर वर्गीकरण; धागा, धागा, फॅब्रिक मिळविण्याची प्रक्रिया; फॅब्रिक स्ट्रक्चर, फॅब्रिकमधील ताना धागा निश्चित करण्याची चिन्हे. करण्यास सक्षम असेल: तंतूंची उत्पत्ती निश्चित करा, फॅब्रिकच्या तुकड्यात ताना धाग्याची दिशा निश्चित करा. लक्ष्य : फायबर वर्गीकरणाचे सार समजून घ्या. 1. पाठ्यपुस्तकातील पृष्ठ 24 वरील आकृतीचा विचार करा.प्रश्नांची उत्तरे द्या: - वनस्पतींपासून कोणते तंतू येतात? कोणते प्राणी फायबर देतात? एस्बेस्टोस फायबरचे मूळ काय आहे? रासायनिक तंतू म्हणजे काय? लक्ष्य : कताई प्रक्रिया जाणून घ्या.
धागा म्हणजे काय? कताई प्रक्रियेचा उद्देश काय आहे? कताई प्रक्रियेदरम्यान कोणती मध्यवर्ती उत्पादने प्राप्त केली जातात?
लक्ष्य : विणण्याची प्रक्रिया जाणून घ्या.
विणकामाच्या आधी कोणती ऑपरेशन्स थेट होतात? आकारमान का केले जाते? विणकराचे शेड कसे तयार होते? वेफ्ट धागा घालण्यासाठी कोणता भाग वापरला जातो? फॅब्रिकच्या बाजूंवर कोणते फॉर्म आहेत? साधा विणकाम कसा होतो? फॅब्रिक परिभाषित करा. लक्ष्य : ऊतींच्या संरचनेचा अभ्यास करा.
फॅब्रिकच्या बाजूने चालणाऱ्या धाग्यांना काय म्हणतात? फॅब्रिकवर चालणाऱ्या धाग्यांना काय म्हणतात? फॅब्रिकची रुंदी किती आहे? फॅब्रिकमध्ये सेल्व्हेजचा हेतू काय आहे? ताना धागे मजबूत असणे का आवश्यक आहे? थ्रेड्सची ताकद काय ठरवते? वेफ्ट थ्रेड्समध्ये कोणते गुणधर्म असतात? 4. फॅब्रिकमधील वार्प थ्रेड्स ओळखण्याची 4 चिन्हे तुमच्या वर्कबुकमध्ये लिहा. लक्ष्य : फॅब्रिकमधील ताना धाग्याची दिशा ठरवायला शिका.
लक्ष्य : धड्याचा सारांश, त्याचे मूल्यमापन.
27 गुणांपर्यंत - 9, 24 गुणांपर्यंत - 8, 21 पर्यंत गुण 7, 18 पर्यंत गुण 6, 15 गुणांपर्यंत अतिरिक्त धडा आवश्यक आहे, धड्यासाठी ग्रेड द्या.
| तुमच्या वर्कबुकमध्ये धड्याचा विषय आणि बोधवाक्य लिहा. धड्याची उद्दिष्टे काळजीपूर्वक वाचा. तुमच्या वर्कबुकमध्ये फायबर वर्गीकरण आकृती काढा. शिक्षकाची कथा ऐका आणि प्रश्नांची तोंडी उत्तरे द्या. माहिती ब्लॉकसह कार्य करणे. शिक्षकांचे स्पष्टीकरण काळजीपूर्वक ऐका. माहिती ब्लॉकसह कार्य करणे. मुख्य संकल्पना फॉन्टमध्ये हायलाइट केल्या आहेत. शिक्षकांचे स्पष्टीकरण काळजीपूर्वक ऐका. तुम्हाला समजत नसलेल्या गोष्टींबद्दल प्रश्न विचारा. प्रश्नांची उत्तरे लेखी द्या. * चाचणी कार्य पूर्ण करून स्वतःची चाचणी घ्या जोडी काम. आत्मनियंत्रण. परस्पर नियंत्रण. स्वतःचे मूल्यांकन करताना वस्तुनिष्ठ व्हा. |
रेटिंगची सारांश सारणी
माहिती ब्लॉक
फायबर बद्दल सामान्य माहिती
तंतू लवचिक, पातळ आणि मजबूत शरीरे म्हणतात, ज्यांची लांबी त्यांच्या आडवा परिमाणांपेक्षा अनेक पटीने जास्त आहे.
कापड धागे, धागे, फॅब्रिक्स, न विणलेले साहित्य इत्यादी बनवण्यासाठी वापरल्या जाणाऱ्या तंतूंना म्हणतात.
एकल तंतू ज्यांना नाश न करता लहान भागांमध्ये विभागले जाऊ शकत नाही त्यांना म्हणतातप्राथमिक (कापूस, लोकर). पेक्टिन पदार्थांसह चिकटलेले प्राथमिक तंतू असलेले तंतू म्हणताततांत्रिक (अंबाडी, भांग, ताग इ.).
ज्यांची लांबी दहापट आणि शेकडो मीटर आहे त्यांना तंतू म्हणतातधागे (नैसर्गिक रेशीम धागे, कृत्रिम आणि कृत्रिम धागे).फिलामेंट- हा एक लांब फायबर (मोनोफायबर) आहे.गुंतागुंतीचे धागे(फिलामेंट) मध्ये एकमेकांना जोडलेले अनेक रेखांशाचे स्थित प्राथमिक धागे असतात.
गटबद्ध करणे, i.e.फायबर वर्गीकरण, त्यांची उत्पत्ती, तयारी आणि रासायनिक रचना यावर अवलंबून उत्पादित केले जातात.
सर्व तंतू दोन मोठ्या गटांमध्ये विभागलेले आहेत: नैसर्गिक (नैसर्गिक) आणि रासायनिक.नैसर्गिक निसर्गात आढळणारे तंतू म्हणतात,रासायनिक - कारखान्यांमध्ये मिळणारे फायबर.
नैसर्गिक तंतूंचा समावेश होतोभाजी (सेल्युलोज)- कापूस, अंबाडी, भांग, ताग इ.; लाप्राणी (प्रथिने)- लोकर, नैसर्गिक रेशीम; लाखनिज - एस्बेस्टोस.
रासायनिक तंतू कृत्रिम आणि सिंथेटिकमध्ये विभागलेले आहेत.कृत्रिम वनस्पती, प्राणी आणि खनिज उत्पत्तीच्या कच्च्या मालापासून तंतू मिळवता येतात, म्हणून, नैसर्गिक वस्तूंप्रमाणेच ते विभागले जातातसेल्युलोज - व्हिस्कोस, एसीटेट, ट्रायसिटेट, तांबे-अमोनिया इ.;प्रथिने - केसीन; खनिज - काच आणि धातू.
सिंथेटिक तंतू म्हणतात, ज्याच्या उत्पादनामध्ये तुलनेने साध्या पदार्थांच्या रेणूंचे संश्लेषण (संयोजन) समाविष्ट असते. सिंथेटिक तंतूंमध्ये नायलॉन, लवसान, नायट्रॉन, क्लोरीन, विनॉल, पॉलीथिलीन, पॉलीप्रॉपिलीन इ.
माहिती ब्लॉक
कताई.
स्पिंडल, ज्याच्या मदतीने कताई चालते, हे मानवी संस्कृतीतील सर्वात प्राचीन साधनांपैकी एक आहे. पुरातत्व शास्त्रज्ञांना प्राचीन बॅबिलोन राज्यात सुमारे 5,000 वर्षांपूर्वी कोरलेल्या दगडावर एक रेखाचित्र सापडले आहे. या चित्रात एक फिरकीपटू दिसला आहे ज्याने एक स्पिंडल धरून त्यावर धागा घाव केला आहे. सहस्राब्दी उलटून गेली, आणि स्पिंडल्स 18 व्या शतकापर्यंत टिकून राहिली;
पीटर I च्या अंतर्गत, स्पिनिंग व्हीलचा वापर व्यापक झाला. यामुळे स्पिनर्सचे काम मोठ्या प्रमाणात सुलभ झाले, कामगार उत्पादकता वाढली आणि फॅब्रिक्सचे उत्पादन वाढवणे शक्य झाले, ज्याची मागणी सतत वाढत होती.
कताई उपकरणे:
स्प्रेडर (a,b), स्पिंडल (c), कॅलॉरट(जी).
कताई यंत्रांच्या शोधामुळे तंतू फिरवण्याच्या प्रक्रियेत तांत्रिक क्रांती झाली. 1765 मध्ये, व्यवसायाने विणकर आणि सुतार असलेल्या इंग्रज जेम्स हर्ग्रीव्ह्सने पहिले स्पिनिंग मशीन शोधून काढले, जे एकाच वेळी आठ धागे आणि त्यानंतर 16 आणि अगदी 24 धागे काढते.फॅब्रिक मॅन्युफॅक्चरिंगचे उत्पादन टप्पे:फायबर - कताई - धागे (सूत) - विणकाम - राखाडी फॅब्रिक - फिनिशिंग - तयार फॅब्रिक.
सूत हे मर्यादित लांबीच्या तंतूपासून तयार झालेले धागे असतात, जे फिरवून फिरवण्याच्या प्रक्रियेदरम्यान जोडलेले असतात. तंतुमय वस्तुमानापासून सूत मिळवण्याच्या परिणामी ऑपरेशन्सचा संच म्हणतातकताई
कताईचा उद्देश - एकसमान जाडीचे सूत मिळवणे.
कताई प्रक्रियेची मूलभूत क्रिया:
फायबर loosening - या प्रकरणात, तंतूंचे संकुचित वस्तुमान वेगळे तुकडे केले जाते आणि अशुद्धता अंशतः काढून टाकली जाते;
बडबड तंतूंचे आणखी सैल करणे आणि साफ करणे प्रदान करते, परिणामी एक सैल तंतुमय वस्तुमान - कॅनव्हास;
एच एसिंग अशुद्धता अंतिम काढण्यासाठी आणि वैयक्तिक तंतूंमध्ये तुकडे वेगळे करण्यासाठी तयार केले जाते.
फनेलमधून जाणाऱ्या तंतूंचा पातळ कंबीड थर मध्ये रूपांतरित केला जातोटेप, टेप जाडी मध्ये असमान आहे.
IN टेप सरळ करणे आणि खेचणे- त्याची जाडी समान करण्यासाठी अनेक टेप्स एकामध्ये जोडणे; टेप हळूहळू पातळ होत जातो आणि तंतू अधिकाधिक समांतर होत जातात.
कताई - ज्या प्रक्रियेत खेचणे आणि वळवून पट्टी तयार होतेफिरणे
स्वतः कताईरोव्हिंगचे अंतिम चित्र काढणे, त्याला सूत फिरवणे आणि सूत वाइंड करणे यांचा समावेश होतो.
विणकाम उत्पादनासाठी सूत तयार करण्यामध्ये खालील ऑपरेशन्स समाविष्ट आहेत:
यार्न रिवाइंडिंग धाग्याचे दोष दूर करण्यासाठी आणि धाग्याची लांबी वाढवण्यासाठी स्कीनपासून बॉबिनपर्यंत.
स्नोव्का - हे यार्नचे रिवाइंडिंग आहे मोठ्या प्रमाणातबॉबिन्स एका वॉरपिंग रोलरवर (विणकाम बीम) समान तणावाने एकमेकांना समांतर.
आकारमान , म्हणजे वार्प साइझिंग म्हणजे वार्प धाग्यांची ताकद, लवचिकता आणि गुळगुळीतपणा वाढवण्यासाठी चिकट (स्टार्च, मैदा) च्या विशिष्ट रचनेसह तानेचे गर्भाधान आहे.
बदक तयार करत आहे - कातडी आणि बॉबिनमधून विशेष लाकडी वेफ्ट स्पूलवर सूत रिवाइंड करणे.
माहिती ब्लॉक
विणकाम.
यंत्रमागावर फॅब्रिक बनवण्याची सुरुवात ताना धाग्यांना ताण देऊन होते.
वार्प थ्रेडिंग - तानेला लूमच्या एका भागामध्ये (हेल्ड, रीड) थ्रेड करणे. सर्वात सोपी विणणे तयार करण्यासाठी, एक हेल्ड वर केले जाते आणि दुसरे खाली केले जाते, एक जागा तयार करते - विणकाम शेड. वेफ्ट बॉबिनसह शटल आघाताखाली शेडमध्ये उडते आणि वेफ्ट धागा घालते. रीडचा वापर करून, वेफ्ट धागा फॅब्रिकच्या काठावर खिळला जातो. परिणामी फॅब्रिक विक्री शाफ्ट वर जखमेच्या आहे.
लूममधून काढलेल्या फॅब्रिकला म्हणतातकठोर . त्यात एक गलिच्छ राखाडी आहे किंवा पिवळसर रंगआणि खडबडीत पृष्ठभाग, म्हणून पुढील परिष्करण आवश्यक आहे.
विणलेली उत्पादने शीट्स (फॅब्रिक) किंवा तुकड्यांच्या उत्पादनांच्या स्वरूपात (स्कार्फ, टेबलक्लोथ, टॉवेल) तयार केली जातात.
लूमवर विविध प्रकारचे विणकाम करता येते. सर्वात सोपा आणि सर्वात सामान्य म्हणजे साधा विणणे.साधे विणणे"बुद्धिबळ" चे प्रतिनिधित्व करते, म्हणजे वेफ्टचे धागे ताना धाग्यांसह गुंफलेले असतात.
ऊतकांची रचना.
कापड थ्रेड्सच्या परस्पर लंब प्रणालीच्या विणकामाने तयार झालेले कापड उत्पादन आहे.
फॅब्रिकच्या बाजूने चालणार्या थ्रेड्सला मुख्य प्रणाली म्हणतात, किंवाआधार . बेस सतत तणावात असतो, म्हणून धागे मजबूत आणि लांब असणे आवश्यक आहे. धाग्यांची ताकद यार्नच्या गुणवत्तेवर आणि वळणावर अवलंबून असते.वार्प धागे - गुळगुळीत, पातळ आणि सम.
फॅब्रिकवर चालणाऱ्या धाग्यांना वेफ्ट सिस्टम किंवा म्हणतातबदक वेफ्ट थ्रेड्ससाठी त्याउलट सामर्थ्य इतके महत्त्वाचे नाही, ते मऊ, लवचिक, फ्लफी आहेत, कारण ... ताना धाग्यांभोवती फिरून त्यांच्यामधील जागा भरली पाहिजे.
फॅब्रिकची एकसमान बाजू मिळविण्यासाठी, फॅब्रिकच्या काठावर ताना धागे अधिक वेळा स्थित असतात, तयार होतातधार धार फॅब्रिकच्या कडांना भेगा पडण्यापासून आणि ताणण्यापासून संरक्षण करते. दोन कडांमधील अंतर दर्शवितेफॅब्रिक रुंदी.
फॅब्रिकमध्ये ताना धागा निश्चित करण्याची चिन्हे.
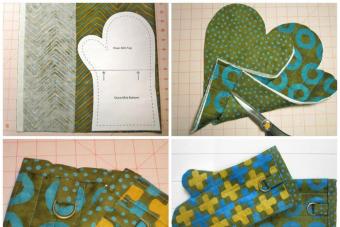
ताना थ्रेड्स पासून जोरदारपणे वळवलेले आणि ताणलेले, नंतर फॅब्रिकला रेखांशाच्या दिशेने तीव्रपणे ताणण्याचा प्रयत्न करताना आणि कापूसताणू नकाआणि वाजणारा आवाज करा. आडवा दिशेने (वेफ्ट थ्रेडच्या बाजूने) समान क्रियांसह, फॅब्रिक चांगले पसरते, परंतु आवाज मंद होईल. हे आकृतीमध्ये स्पष्टपणे पाहिले जाऊ शकते.
प्रयोगशाळा व्यावहारिक कार्य
फॅब्रिकमधील युद्धाच्या धाग्याची दिशा निश्चित करणे
लॉजिस्टिक सपोर्ट: कडा असलेल्या आणि नसलेल्या फॅब्रिकचे स्क्रॅप, कात्री, PVA गोंद, कात्रीने काम करताना कामगार सुरक्षा नियम, प्रयोगशाळेच्या कामासाठी नमुना डिझाइन.
काम पुर्ण करण्यचा क्रम:
- आपल्या नोटबुकमध्ये एक टेबल काढा
फॅब्रिकमधील धाग्यांची नावे | चिन्हे बोर्ड धागे काठावर | फॅब्रिक नमुना | चिन्हे दिशानिर्देश द्वारे धागे स्ट्रेचिंग | चिन्हे दिशानिर्देश द्वारे धागे आवाज | फॅब्रिक नमुना |
शेअर (आधार) | सोबत कडा | किरकोळ | आवाज दिला कटिंग | ||
क्रॉस (वेफ्ट) | ओलांडून कडा | मोठा | बधिर शांत |
- सुचविलेल्या फॅब्रिकच्या नमुन्यांमधून, सेल्व्हेजसह फॅब्रिकचा नमुना निवडा.
- फॅब्रिक नमुन्यातील ताना धाग्याची दिशा निश्चित करा
- फॅब्रिकच्या नमुन्याला बाणाच्या सहाय्याने ताना धाग्याच्या दिशेने चिकटवा (नमुना फक्त एका वरच्या बाजूने चिकटलेला आहे)
- सुचविलेल्या स्क्रॅपमधून निवडा, काठ नसलेल्या फॅब्रिक नमुना
- स्ट्रेचिंग करून फॅब्रिक नमुन्यातील वार्प धाग्याची दिशा निश्चित करा (हे करण्यासाठी, फॅब्रिकची स्ट्रेचबिलिटी दोन दिशांनी तपासा)
- फॅब्रिकचा नमुना टेबलच्या शेवटच्या स्तंभात चिकटवा, बाणाच्या सहाय्याने वार्प धाग्याची दिशा पहा (नमुना फक्त एका वरच्या बाजूने चिकटलेला आहे)
- फॅब्रिकच्या स्क्रॅप्समधून थ्रेड्स दोन दिशांनी वेगळे करा, त्यांची दिसण्यामध्ये तुलना करा, संबंधित प्रणाली अंतर्गत पहिल्या स्तंभात थ्रेड्स चिकटवा.
- एक निष्कर्ष काढा प्रश्नांची उत्तरे देऊन:
कोणत्या प्रकरणांमध्ये एक किंवा दुसर्या विशिष्ट पद्धती वापरल्या जाऊ शकतात?
वार्प थ्रेड्सची व्याख्या?
फॅब्रिक्समधील वार्प थ्रेड्सची दिशा निश्चित करण्याच्या या दोन पद्धती प्रयोगशाळेच्या कामात का वापरल्या गेल्या?
अनुप्रस्थ दिशेने ऊतींचे विस्तारीकरण जास्त का असते?
फ्रॅक्शनल दिशेने टाळ्या वाजवताना आवाज अधिक वाजतो आणि मोठा का होतो?
ताना आणि वेफ्ट थ्रेड्सच्या वैशिष्ट्यांचे वर्णन करा: समानता, सूक्ष्मता, वळण, ताकद.
स्वत ला तपासा : कापलेल्या भागांनी त्यांचा आयताकृती आकार कायम ठेवला आहे, भागांच्या बाजू सम आहेत, नमुने समान रीतीने चिकटलेले आहेत, फॅब्रिक्स आणि शीट्सवर गोंदचे कोणतेही ट्रेस नाहीत, कार्य योग्यरित्या पूर्ण झाले आहे.
चाचणी “वस्त्र तंतू. कताई"
अ) फायबर - धागे - फॅब्रिक;
ब) धागे - फायबर - फॅब्रिक;
क) धागे - सूत - फॅब्रिक.
अ) शिवणकाम;
ब) कापड;
ब) कताई.
- प्राणी तंतू निर्दिष्ट करा:
अ) अंबाडी आणि लोकर;
ब) रेशीम आणि एस्बेस्टोस;
ब) लोकर आणि रेशीम.
अ) एस्बेस्टोस;
ब) व्हिस्कोस;
ब) एसीटेट.
- वनस्पती तंतूंमध्ये हे समाविष्ट आहे:
अ) लोकर आणि रेशीम;
ब) रेशीम आणि एस्बेस्टोस;
ब) कापूस आणि तागाचे.
- रेशीम हे फायबर आहे...
अ) नैसर्गिक वनस्पती मूळ;
ब) नैसर्गिक प्राणी मूळ;
क) प्राणी उत्पत्तीचे कृत्रिम.
- बेलारूसमध्ये फायबर तयार होतात...
अ) लवसान आणि तागाचे;
ब) नायलॉन आणि कापूस;
क) नैसर्गिक रेशीम आणि तागाचे.
- व्हिस्कोस फायबर एक फायबर आहे ...
अ) नैसर्गिक उत्पत्तीचे;
ब) कृत्रिम मूळ;
ब) सिंथेटिक मूळ.
- पहिले स्पिनिंग मशीन म्हणतात...
अ) “स्पिंडल”;
ब) "सहाय्यक";
ब) "कलौरोत्का".
चाचणी “विणकाम. ऊतींची रचना"
- विणकाम ही एक खास हस्तकला मानली जात होती...
अ) शहरी;
ब) ग्रामीण;
ब) महिला.
अ) फॅब्रिक ओलांडून;
ब) एका कोनात;
ब) फॅब्रिक बाजूने.
- फॅब्रिकमध्ये वेफ्ट धागे...
अ) फॅब्रिकची लांबी;
ब) फॅब्रिकची रुंदी;
ब) फॅब्रिकची जाडी.
अ) creasing;
ब) दिशा;
ब) विस्तारक्षमता.
- साध्या विणकामात, ताना आणि वेफ्ट धागे एकमेकांत गुंफलेले असतात...
अ) दोन नंतर;
ब) एक नंतर;
ब) तीन मध्ये.
- फॅब्रिकमधील कडांचा उद्देश...
- अँटिक लूमला म्हणतात...
अ) "क्रोस्नी";
ब) "स्पिनर";
ब) "स्टॅन".
- शटल हे बिछानासाठी एक साधन आहे...
अ) वेफ्ट थ्रेड्स;
ब) ताना धागे;
ब) सेल्व्हेज थ्रेड्स.
चाचणी "स्पिनिंग. विणकाम. ऊतींची रचना"
- फॅब्रिक मिळविण्यासाठी क्रम निश्चित करा:
अ) फायबर - धागे - फॅब्रिक;
ब) धागे - फायबर - फॅब्रिक;
क) धागे - सूत - फॅब्रिक.
- ज्या तंतूपासून सूत, धागे आणि कापड तयार केले जातात त्यांना म्हणतात...
अ) शिवणकाम;
ब) कापड;
ब) कताई.
- खनिज उत्पत्तीचे फायबर...
अ) एस्बेस्टोस;
ब) व्हिस्कोस;
ब) एसीटेट.
- सूत मिळविण्याचा क्रम निश्चित करा...
अ) फायबर – टेप – रोव्हिंग – सूत;
ब) फायबर – रोव्हिंग – सूत – टेप;
क) फायबर – रोव्हिंग – टेप – यार्न.
- फॅब्रिकमधील मुख्य धागे हे चालू आहेत...
अ) फॅब्रिक ओलांडून;
ब) एका कोनात;
ब) फॅब्रिक बाजूने.
- फॅब्रिकमध्ये वेफ्ट धागे...
अ) अधिक सम, गुळगुळीत, चपळ;
ब) मऊ, अधिक लवचिक, फ्लफी;
क) पातळ, वळणदार, गुळगुळीत.
- फॅब्रिकमधील धार परिणामी तयार होते ...
अ) कडा बाजूने ताना धाग्यांची वारंवार व्यवस्था;
ब) कडा बाजूने वेफ्ट थ्रेड्सची वारंवार व्यवस्था;
क) फॅब्रिकच्या कडांना विशेष चिकट द्रावणाने उपचार करणे.
- काठापासून काठापर्यंतच्या अंतराला म्हणतात...
अ) फॅब्रिकची लांबी;
ब) फॅब्रिकची रुंदी;
ब) फॅब्रिकची जाडी.
- फॅब्रिकमधील धान्याचा धागा याद्वारे निर्धारित केला जातो...
अ) creasing;
ब) दिशा;
ब) विस्तारक्षमता.
- फॅब्रिकमधील कडांचा उद्देश...
अ) फॅब्रिकचे स्ट्रेचिंग आणि शेडिंगपासून संरक्षण करते;
ब) एक सुंदर देखावा देते;
क) फॅब्रिकचे शेडिंगपासून संरक्षण करणे आणि लांबी मोजणे.
आकार सुरक्षित करण्यासाठी जॅकेट आणि कोटचे मॉडेल,डार्ट्स आणि ओले-उष्णतेच्या उपचारांद्वारे तयार केलेले, तसेच उत्पादनाच्या बाजूच्या आणि खालच्या कडांना पोशाख दरम्यान उद्भवणाऱ्या ताणण्यापासून संरक्षित करण्यासाठी, एक धार घातली जाते. हे लॅपल बेंडच्या पातळीपासून मान, लॅपल, बाजूला आणि उत्पादनाच्या तळाशी बाजूच्या कोपऱ्यापासून 300 मिमी लांबीच्या बाजूने आणि कापसापासून बनवलेल्या उत्पादनांमध्ये ठेवलेले आहे. फॅब्रिक्स - किमान 150-200 मिमी. लॅपलपर्यंत फास्टनर असलेल्या उत्पादनांमध्ये, पुढचा भाग आकृतीमध्ये बसतो याची खात्री करण्यासाठी आणि पोशाख दरम्यान लॅपल बेंडला ताणण्यापासून वाचवण्यासाठी, बेंडच्या समांतर लॅपलच्या खाली एक धार घातली जाते. शीर्षस्थानी फास्टनर असलेल्या उत्पादनांमध्ये, धार लॅपलच्या वाकण्याच्या मागे ठेवली जात नाही
कडा चिकट किंवा नॉन-चिकट असू शकतात. चिकट नसलेला किनारा म्हणून, तागाचे, अर्ध-तागाचे किंवा 10-20 मिमी रुंद सूती फॅब्रिकची पट्टी वापरली जाते. काठ घालण्यापूर्वी, काठाच्या प्रकारावर, उत्पादनाची रचना (कट-ऑफ किंवा वन-पीस कडांसह) आणि मणी फिरवण्याच्या पद्धतींवर अवलंबून मणी गॅस्केटचा कट ट्रिम केला जातो.
चिकट धार वापरताना, ते बाजूच्या गॅस्केटच्या कटांच्या पलीकडे बाजूंच्या आणि लॅपल्समध्ये 5-6 मिमीने घातले जाते. चिकट नसलेल्या काठाची किनार बाजूच्या गॅस्केटच्या कटला 2-3 मिमीने ओव्हरलॅप करते. डुप्लिकेट शेल्फ् 'चे अव रुप असलेल्या उत्पादनांमध्ये, साइड गॅस्केट कापला जात नाही आणि धार घातली जात नाही.
फास्टनरच्या प्रकारावर आणि मणीच्या काठाच्या त्यानंतरच्या प्रक्रियेवर अवलंबून, मणी काठाच्या बाजूने, काठाच्या पुढे किंवा काठाच्या रुंदीने काठावरुन मागे फिरतात.
वरील गोष्टी लक्षात घेऊन, मान, लॅपल, बाजू आणि तळाशी बाजूच्या गॅस्केटचा कट ट्रिम करण्यासाठी वेगवेगळ्या प्रकारे गणना केली जाते.
एक नॉन-चिकट धार घालताना, वापरा विविध मार्गांनीधागा बांधणे. पातळ कापडांपासून बनवलेल्या उत्पादनांमध्ये, कडा काठावर वळवल्या जातात आणि आतील धार एका विशेष ब्लाइंड स्टिच मशीनवर सुरक्षित केली जाते.
काठाच्या जवळ कडा फिरवताना, दोन्ही कडा सुरक्षित केल्या जातात: विशेष ब्लाइंडस्टिच मशीन वापरून किंवा एकत्रित पद्धतीने - बाहेरील कडा हेमिंग हँड स्टिचने हेम केले जाते आणि आतील कडा विशेष ब्लाइंडस्टिच मशीन वापरून हेम केले जाते.
धार घालण्यापूर्वी, ते decated आहे. काठाला एका खास मशीनवर मध्यभागी टाके घालून किंवा हाताने बनवलेल्या 15-20 मिमी लांब सरळ टाकेने बांधले जाते, लूप टाक्यांसह फिट सुरक्षित करते. उजव्या शेल्फवर धार वरपासून खालपर्यंत आणि डावीकडे - तळापासून वरपर्यंत बसलेली आहे. लॅपलपर्यंत फास्टनरसह उत्पादनांमध्ये धार घालताना, बाजूची धार पारंपारिकपणे सात विभागांमध्ये विभागली जाते आणि फास्टनरसह उत्पादनांमध्ये - सहा भागात.
पहिल्या विभागात (लॅपलच्या बेंडपासून लेजच्या सुरुवातीपर्यंत नेकलाइनच्या बाजूने), नेकलाइनला ताणण्यापासून वाचवण्यासाठी धार तणावाने घातली जाते.
दुस-या विभागात (लॅपल लेजच्या एका बाजूला आणि दुसऱ्या बाजूला लॅपलच्या कोपऱ्यापासून समान अंतरावर), धार समान ताणाने ठेवली जाते जेणेकरुन ट्रिमिंग दरम्यान प्राप्त झालेल्या लेपलचा आकार राखला जाईल. 1 मिमी प्रति 100 मिमी लांबीचे फिट.
3 रा विभागात (लॅपल कटच्या बाजूने), मुख्य फॅब्रिक काठावर लावले जाते आणि विभागाच्या मध्यभागी लागवड वाढविली जाते आणि शेवटी ते कमी केले जाते. फिटचा आकार छातीच्या फुगवटाच्या आकारावर, लॅपलचा आकार आणि फॅब्रिकच्या प्रकारावर अवलंबून असतो. लँडिंगचे प्रमाण अर्ध-स्किड रेषेसह बाजूच्या काठावर वाकून निर्धारित केले जाते.
चौथ्या विभागात (मणीच्या काठावर असलेल्या पहिल्या लूपच्या वर 30-40 मिमी लांब, 3ऱ्याच्या शेवटीपासून), लेपलचे मुक्त वाकणे सुनिश्चित करण्यासाठी धार तणावाशिवाय घातली जाते.
5 व्या विभागात (लूपच्या दरम्यान), प्रत्येक लूपच्या जोडीमध्ये लावलेल्या मुख्य फॅब्रिकसह काठावर आधार दिला जातो.
6 व्या विभागात (किनाराच्या कटाच्या बाजूने), 2-3 मिमीने शेल्फ लावत, धार घातली जाते.
7 व्या विभागात (उत्पादनाच्या तळाशी), धार घातली जाते, 2-3 मिमीने शेल्फची लागवड केली जाते. ही सर्व तंत्रे विद्यार्थ्यांनी आत्मसात करणे आवश्यक आहे. भविष्यात, जेव्हा ते कामात कौशल्य प्राप्त करतात आणि शेल्फ् 'चे अव रुप योग्य ओले-उष्णतेच्या उपचारानंतर, धार एकसमान तणावाने किंवा डिझाइनवर अवलंबून असलेल्या भागात लँडिंगसह घातली जाऊ शकते.

नंतर कडा बरोबर बसल्या आहेत का ते तपासा. हे करण्यासाठी, शेल्फ टेबलवर ठेवला आहे आणि त्याच्या बाजूला काम करणार्या व्यक्तीला तोंड द्यावे लागेल. बाजूची धार अर्ध-स्किड रेषेसह शेल्फच्या दिशेने वाकलेली आहे. लॅपल फोल्ड लाइनच्या खालच्या टोकापासून फ्लँजच्या तळापर्यंत, काठाचा कट हाफ-स्किड रेषेच्या समांतर असावा आणि त्याच्या फोल्डच्या पातळीवर कट केलेल्या हेमचे भाग एकसारखे असले पाहिजेत. नंतर बाजूच्या वरच्या भागात (छाती क्षेत्र) काठावर फिट तपासा. हे करण्यासाठी, आपल्या डाव्या हाताचा तळहाता छातीच्या फुगवटाखाली ठेवा, लॅपलचा कट समान रीतीने छातीच्या फुगवटाभोवती फिरला पाहिजे. बेंडिंगची डिग्री आणि लॅपल कटच्या स्थानावर आधारित, एक संबंधित भागात काठाचे योग्य स्थान ठरवते.
धार घातली जाते, लॅपलच्या फोल्ड लाइनपासून शेल्फच्या दिशेने 5-10 मिमी मागे जाते. काठाचे वरचे टोक मानेच्या ओळीच्या पलीकडे 20-30 मिमी वाढविले जाते आणि मान पूर्ण होईपर्यंत मोकळे सोडले जाते. काठाच्या खालच्या टोकाला 30-40 मिमीने पहिल्या लूपपर्यंत पोहोचू नये. काठावर 4-5 मिमी शेल्फ् 'चे अव रुप लावले जाते, ते मध्यभागी वाढते आणि विभागाच्या टोकापर्यंत हळूहळू कमी होते. डाव्या शेल्फवर, लॅपलच्या पटामागील किनार समान नियमांनुसार घातली जाते, परंतु तळापासून वरपर्यंत. विशेष ब्लाइंड स्टिच मशीनचा वापर करून मध्यभागी एका ओळीने बास्ट न लावता लॅपलच्या पटामागील किनार घातली जाऊ शकते.
कडा हेमिंग करण्यापूर्वी, आपल्याला बाजूंची लांबी तपासण्याची आवश्यकता आहे. हे करण्यासाठी, उजव्या आणि डाव्या शेल्फ् 'चे अव रुप बाजूच्या गॅस्केटसह आतील बाजूने दुमडलेले आहेत. अर्ध-स्किड लाइनच्या शेवटी शेल्फ् 'चे अव रुप धरून चेक वजनाने चालते. उजवा शेल्फ डावीपेक्षा 5-7 मिमी लांब असावा. वर वर्णन केल्याप्रमाणे धार कडा सुरक्षित करणे केले जाते. मग बाजूच्या काठावर इस्त्री केली जाते. हे उत्पादन टेबलवर साइड कटसह कार्यरत असलेल्या दिशेने ठेवलेले आहे, साइड गॅस्केट वर तोंड करून. प्रथम, बाजूचा एक कट ओलसर लोखंडाद्वारे वाफवला जातो, नंतर उत्पादनाच्या लेपल्स, बाजू आणि तळाशी वाफवलेल्या स्थितीत सरळ केले जाते. इस्त्री पूर्णपणे कोरडे होईपर्यंत आणि आवश्यक आकार सुरक्षित होईपर्यंत चालते.
चिकट धार घालण्यापूर्वी, बाजूच्या गॅस्केटचा कट ट्रिम केला जातो: गळ्यात 12-15 मिमी, लॅपलवर 10-11 मिमी, बाजूला 12-13 मिमी, उत्पादनाच्या तळाशी 5 मिमी वर हेम लाइन.
चिकट धार नॉन-चिकट धार घालण्याशी संबंधित आवश्यकतांनुसार घातली जाते. एकतर्फी चिकट कोटिंगसह धार घालताना, ते बाजूच्या गॅस्केटच्या कटसह मध्यभागी संरेखित केले जाते. धार एका प्रेसवर उत्पादनाशी जोडणे अधिक फायद्याचे आहे, ज्यासाठी धार प्रथम प्रत्येक विभागात 10 सेकंदांसाठी लोखंडाने सुरक्षित केली जाते आणि नंतर वाफवून दाबली जाते. प्रेसच्या अनुपस्थितीत, धार लोह वापरून निश्चित केली जाते, प्रथम ओलावा न करता, आणि नंतर 30-40 सेकंदांसाठी वाफाळता (धार घट्टपणे जोडण्यासाठी लागणारा वेळ).
वन-पीस एजिंग असलेल्या उत्पादनांमध्ये, कट-ऑफ एजिंगसह उत्पादनांमध्ये धार घालताना निर्दिष्ट केलेल्या आवश्यकतांनुसार धार घातली जाते. धार निश्चित आहे, एक-पीस किनार्याच्या वळणाच्या रेषेपासून 1 मिमी पर्यंत पोहोचत नाही. धार सील करण्यासाठी आणि अतिरिक्त जाडी तयार करण्यासाठी, मणी गॅस्केटचा कट मणीच्या काठाच्या ओळीच्या पलीकडे मणीच्या दिशेने 10 मिमीने वाढविण्याची शिफारस केली जाते. चिकट धार तणावाखाली घातली जाते.
जर तुम्ही भिंग उचलला आणि फॅब्रिकचे काळजीपूर्वक परीक्षण केले तर धागे कसे गुंफलेले आहेत ते तुम्ही पाहू शकता. काही फॅब्रिक्समध्ये (गॉझ) हे भिंगाशिवाय दिसू शकते. धागे तयार करण्यासाठी सूत वापरतात. हे तंतूपासून मिळते. अगदी प्राचीन काळातही, लोकांना वैयक्तिक पातळ, लहान तंतूंना लांब धाग्यांमध्ये कसे जोडायचे हे माहित होते. सुरुवातीला हे वन्य वनस्पतींचे तंतू होते - भांग आणि चिडवणे, नंतर - प्राण्यांची लोकर आणि नंतर - लागवड केलेल्या वनस्पतींचे तंतू - अंबाडी आणि कापूस.
फायबर- पातळ न कापलेला धागा. हे वेगवेगळ्या लांबी, आकार आणि जाडीमध्ये येते. ज्या तंतूपासून सूत, धागे आणि कापड तयार केले जातात त्यांना कापड म्हणतात (चित्र 30).
तांदूळ. 30. कापड तंतूंचे वर्गीकरण
लक्षात ठेवा, पुष्किनच्या परीकथेत: "तीन मुली संध्याकाळी उशिरा खिडकीखाली फिरत होत्या..." ते कशावर फिरत होते? अनेक शेकडो वर्षांपासून, लोक हाताने सूत बनवतात: त्यांनी त्यांच्या बोटांनी तंतूंच्या वस्तुमानातून एक पातळ रिबन काढली आणि ती फिरवली. मग त्यांनी हाताच्या स्पिंडल्सचा वापर करून सूत तयार करण्यास सुरुवात केली (चित्र 31).

तांदूळ. 31. स्पिंडल
हे काम अवघड आणि संथ आहे. पहिले साधे स्पिनिंग व्हील मशीन, “कलाउरोत्की” (चित्र 32) दिसल्याने काम सोपे होण्यास मदत झाली.

तांदूळ. 32. कताई यंत्र "कलौरोत्का"
सूत- वळणाने जोडलेला कापड तंतू असलेला धागा. हे शुद्ध आणि वर्गीकृत तंतूपासून सूत गिरणीमध्ये बनवले जाते. वैयक्तिक लहान तंतूपासून सूत (एक सतत धागा) तयार होण्याच्या प्रक्रियेला कताई म्हणतात. हे स्पिनिंग मशीनवर चालते. स्पिनर ही यंत्रे चालवतात. ते यार्नची गुणवत्ता तपासतात, त्याचे ब्रेक काढून टाकतात आणि उपकरणे देखभालीचे काम करतात. धाग्यापासून कापड तयार केले जाते धागे शिवणे, भरतकाम, विणकाम आणि क्रोचेटिंगसाठी धागे.
धाग्यापासून फॅब्रिक बनविण्याच्या प्रक्रियेला विणकाम म्हणतात. पूर्वी, विणकाम ही केवळ महिला क्रियाकलाप मानली जात होती. विणण्याची क्षमता अनिवार्य होती. मुलीच्या हुंड्यातील मोठ्या प्रमाणात विणलेल्या उत्पादनांचा समावेश होता: कपडे, बेडिंग, टॉवेल, टेबलक्लोथ. विणकामाची कला आईकडून मुलीकडे गेली. वयाच्या 14-15 पर्यंत, मुलींना फॅब्रिक बनवण्याचे मूलभूत तंत्र माहित होते. घरी, फॅब्रिकची निर्मिती लूमवर केली गेली - “क्रोस्नी” (चित्र 33).

तांदूळ. 33. क्रॉस्नी लूम
आजकाल, आधुनिक मशीनने सुसज्ज असलेल्या विणकाम कारखान्यांमध्ये कापड औद्योगिकरित्या तयार केले जातात. यंत्रांची सेवा विणकरांद्वारे केली जाते जे थ्रेड्सची गुणवत्ता तपासतात, थ्रेड ब्रेक्स काढून टाकतात, फॅब्रिकची घनता नियंत्रित करतात आणि मशीन यंत्रणेच्या ऑपरेशनचे निरीक्षण करतात. फॅब्रिक हे कापड साहित्य आहे जे यंत्रमागावर थ्रेड्सच्या दोन परस्पर लंब प्रणाली विणून तयार केले जाते (चित्र 34).

तांदूळ. 34. ऊतक रचना
फॅब्रिकच्या बाजूने चालणाऱ्या धाग्यांच्या प्रणालीला वार्प म्हणतात. फॅब्रिक ओलांडून स्थित थ्रेड्सची एक प्रणाली - वेफ्ट. त्यानुसार, धाग्यांना ताना किंवा ताना म्हणतात आणि ज्यांना ओलांडून वाहते त्यांना वेफ्ट किंवा वेफ्ट म्हणतात. फॅब्रिकमधील धाग्यांचे विणकाम हे फॅब्रिकच्या संरचनेचे मुख्य सूचक आहे. ताना आणि वेफ्ट धागे एका विशिष्ट क्रमाने एकमेकांना छेदतात, विविध विणकाम नमुने तयार करतात.
विणणे विणणे- हे ताना आणि वेफ्ट थ्रेड्सचे परस्पर विणकाम आहे. अस्तित्वात आहे विविध प्रकारचेविणणे फॅब्रिकचे स्वरूप आणि त्याचे गुणधर्म विणण्याच्या प्रकारावर अवलंबून असतात. विणकाम उत्पादनात सर्वात सोपा आणि सर्वात सामान्य म्हणजे साधा विणणे (चित्र 35). त्यामध्ये, धागे एकमेकांना छेदतात: वेफ्ट थ्रेड वार्प धाग्याच्या वर आणि खाली आळीपाळीने जातो. हे फॅब्रिकच्या दोन्ही बाजूंना समान विणकाम नमुना तयार करते.

तांदूळ. 35. साधा विणणे
फॅब्रिकच्या बाजूने, त्याच्या काठावर, ताना धागे अधिक वेळा स्थित असतात. ते ताना आणि वेफ्ट धाग्यांचे दाट विणकाम करतात. ही एक धार आहे जी फॅब्रिकला फ्राय होण्यापासून प्रतिबंधित करते. काठ - फॅब्रिकच्या काठावर एक रेखांशाचा अरुंद पट्टी, विणकाम करताना तयार होते. काठापासून काठापर्यंतच्या अंतराला फॅब्रिकची रुंदी (Fig. 36) म्हणतात.

तांदूळ. 36. ऊतक रचना
कापूस आणि तागाचे कापड तयार करण्यासाठी साधे विणकाम वापरले जाते. हे फॅब्रिकला सर्वात मोठी ताकद देते. नियमानुसार, साध्या विणलेल्या कपड्यांना थोडी जाडी, गुळगुळीत पृष्ठभाग आणि कापल्यावर थोडेसे तळलेले असतात. आमच्या प्रजासत्ताकमध्ये ते ओरशा फ्लॅक्स मिल आणि बारानोविची कॉटन प्रोडक्शन असोसिएशनमध्ये तयार केले जातात.
मूलभूत अटी आणि संकल्पना
फायबर, वार्प आणि वेफ्ट, प्लेन वीव्ह, सेल्व्हेज, फॅब्रिकची रुंदी
प्रश्न आणि कार्ये
- त्यांच्या उत्पत्तीवर आधारित विविध प्रकारचे कापड तंतू कोणते आहेत?
- धागा म्हणजे काय?
- फॅब्रिकमधील वार्प थ्रेड आणि वेफ्ट थ्रेडची वैशिष्ट्ये काय आहेत?
- विणणे म्हणजे काय?
- साध्या विणकामात धागे कसे बदलतात?
- धार कशासाठी काम करते असे तुम्हाला वाटते?
- तुमच्या शहरात, प्रदेशात, जिल्ह्यात सूत आणि विणकामाचे कारखाने आहेत का ते शोधा. तुमच्या कुटुंबात आणि मित्रांमध्ये स्पिनर आहे का?
प्रयोगशाळेचे कार्य 2. फॅब्रिकमधील ताना आणि वेफ्ट थ्रेड्सची दिशा निश्चित करणे
उपकरणे:फॅब्रिकचे नमुने (एजसह, धार नसलेले), सुई, कात्री, भिंग, गोंद.
काम पुर्ण करण्यचा क्रम